有效降低缸体珩磨费用
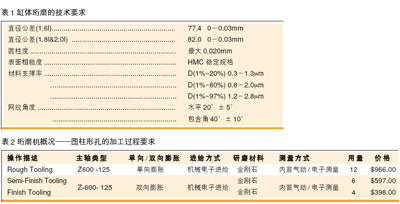
北京现代发动机工厂使用的缸体珩磨机由美国格林公司生产,珩磨刀具需寄往美国格林进行更换砂条和刀具修整,来回周期太长,往往影响了生产的连续性。为保证生产的稳定性,工厂进行了刀具自主焊接的试验,从而大大降低了刀具的修磨费用,有效节约了生产成本。缸体珩磨的技术要求以及机床的基本概况如表1、表2所示。
降低缸体珩磨费用的方法
一、珩磨砂条的自主焊接
缸体珩磨机为美国格林公司(Gehring L.P)生产,珩磨刀具磨损后必须寄往美国格林公司进行砂条更换,刀具的往返周期大约1个月,周期太长,往往影响生产的正常运行。通过查看书籍和上网学习钎焊技术,为珩磨砂条的焊接作了充分的准备。
1、 更新金刚石砂条的方法
必需以下材料: 焊接膏 LotDIN 1707 L-SnPb50、焊接剂 DIN8511 F-SW 12、苏打水。取掉已用废的珩磨石, 基体和珩磨石要用工业清洗剂作去油处理。新珩磨石以220℃进行焊接, 基体和已焊接好的珩磨石浸入80℃的苏打水以去除焊锡。操作过程如图1、图2、图3所示。

2、 金刚石珩磨头的磨削修整
必需以下材料:砂轮型号SC80, 硬度K、直径500mm、厚度50mm。经修整的珩磨头可立即投入生产而不会产生废品,修整的珩磨石必须装入其相应的珩磨头内,被修整的珩磨头必须架在一个顶针和一可手动调节进给的夹具之间,珩磨石应用弹簧圈或线绳绑好以免在磨削过程中珩磨石被甩出。磨削尺寸应在珩磨头图纸的磨削尺寸表中给出。应注意的是经磨削的砂条,当其完全缩回时,其直径应小于珩磨头的直径。
砂轮边缘切削速度应为15m/s,被修整珩磨头转速应为20r/min,进给速度为720mm/min,修整后必须用粉末状磨粉型号K120对CBN和金刚石砂条进行表面研磨。
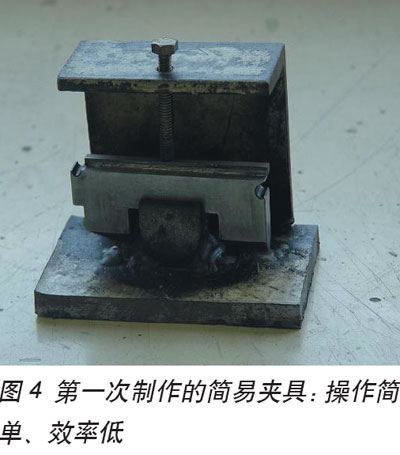
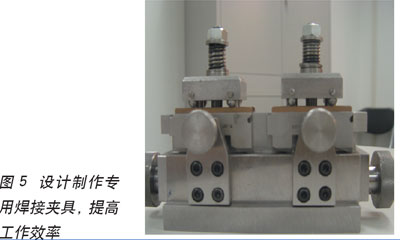
3、改进焊接夹具提高工作效率
最初进行实验时,我们使用的是简易夹具,虽然在一定程度上方便了操作,但是工作效率很低,不能满足节省时间的要求;为此我们专门设计制作了专用焊接夹具,该夹具的使用大大提高了工作效率,节省了焊接时间。夹具的对比如图4、图5所示。
4、 珩磨砂条焊接完毕后的修磨方法
用WD40清除砂条表面的油污,用刀片清理SHOES表面的焊接剂和焊锡,使用研磨块对砂条进行打磨,去除砂条锐边,用WD40全面清洗砂条,待砂条完全冷却后安装在刀具上。使用报废缸体多次加工,进一步修整砂条,使砂条在一个圆面上。检测材料支撑是否合格,如果不合格则继续使用废缸体进行修磨。
5、 自主焊接的效果
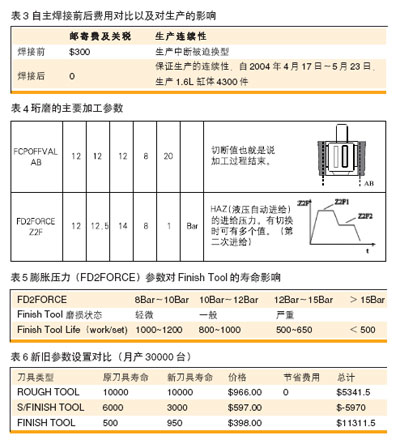
自主焊接1.6L 精磨刀具8件、半精磨刀具1件,焊接前后对生产的影响如表3所示。
二、合理设置加工参数
珩磨加工是一个复杂的过程,控制参数有40多个,通过深入的学习了解和掌握各种控制参数在加工中的作用,以及相互之间的关系。
1、 三种刀具在加工中的作用
Rough Tool:去除加工余量;Semi-Finish Tool:加工出较粗深的网纹形成基本轮廓;Finish Tool:加工出平台网纹。
2、珩磨的主要加工参数(如表4所示)
珩磨头往复次数和膨胀压力直接影响缸筒表面质量,那么同时调整这两个参数能够很好的控制产品质量。
3、 膨胀压力对刀具寿命的影响(如表5所示)。
对材料支撑的控制只能通过调整Finish Tool 的相关参数:膨胀压力(HAZ EXPANSIONFORCE)、膨胀切削尺寸(HAZEXPANSION CUTSIZE)和膨胀速度(HAZ EXPANSIONSPEED)。但是膨胀切削尺寸和膨胀速度对材料支撑的调整作用较小,膨胀压力的大小对材料支撑的影响比较明显。在试验过程中发现膨胀压力(FD2FORCE)参数对Finish Tool的寿命影响较大。
目前GC10-150T 加工参数的设置原则是,尽可能保证膨胀压力在8-10Bar ,在此基础上调整其他加工参数;如果压力值超过12Bar,则需要根据情况更换SEMI-FINISHTOOL。表6 所示为新旧参数设置对比(月产30000台)。
结束语
通过自主焊接砂条,我们已经积累了丰富经验,新的夹具也已改进完毕,工作效率进一步提高。加工参数的设置已经取得了部分成功,我们正在进一步做更为细致的对比试验,力争提高刀具的寿命。为此,我们建议可以购买砂条,自行焊接,保证生产的稳定性和连续性,同时降低刀具成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖