Gudel单臂机械手自动冲压线
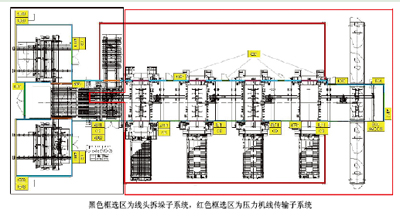
图1 自动化冲压线
冲压件的生产效率和质量除了与产品设计和模具相关外,与搬运的过程也有很大的关系。自动化搬运不仅快速而且准确,能够大大提高冲压生产线的生产效率和冲压件的下线合格率,为汽车生产的后续工艺提供保障。
自动冲压线的最佳选择
对于汽车冲压线,目前,国产压机在单次模式下的最快节拍为12次/min,配备何种自动化设备将直接决定冲压线的生产能力,并且由于压机的投资远高于自动化设备,若自动化设备的生产效率低于压机,则会造成压机投资的部分浪费,如果整线采用机械手与压机完全同步的运行方式,就能保证整线的最高运行速度达到12次/min。
我公司目前拥有数条手动冲压线、机器人自动化冲压线和Gudel单臂机械手自动化冲压线。手动冲压线投入较低,但存在一定的人身安全隐患,效率较低;机器人自动化冲压线投入中等,不存在人身安全隐患,但生产线无法同步运行,效率中等;Gudel单臂机械手自动化冲压线投入稍高,不存在人身安全隐患,生产线可以完全同步,效率较高。三种生产线的产出投入比大致为1:1.089:1.26。相比而言,Gudel单臂机械手在汽车冲压自动化应用中以其高速、准确的传输和较高的性价比优势受到我公司的青睐。
Gudel单臂机械手最高运行速度可高达12次/min,重复定位精度达±0.2mm。由于是直接传送,每个自动化单元只需要一套端拾器,而传统的自动化单元却需要三套端拾器。在端拾器方面可大大减少运行成本。
我公司Gudel单臂机械手自动冲压线的自动化系统包括线头拆垛和压力机线零件传输两个子系统(整体组成见图1)。
线头拆垛子系统的运行
线头拆垛子系统(见图2)的工作流程是:拆垛机械手从板料小车拾取板件送到磁性皮带机,磁性皮带机携板件经过扫描仪送往对中台,对中台根据扫描结果对板件位置进行修正。
拆垛机械手动作简单,可实现Y方向(图2中两小车之间的方向)和Z方向(垂直地面方向)的快速运动,满足使用要求。机械手上安装有双板件检测传感器,可避免机械手拾取双件送入模腔从而损坏模具。机械手还安装有光电传感器,检测板件的拾取情况。
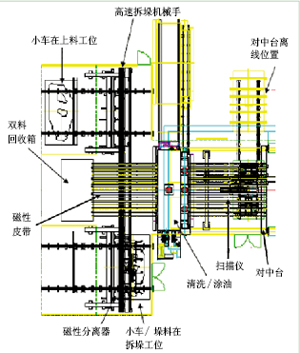
图2 线头拆垛子系统
生产过程中,当生产完一个垛料堆,磁力分离器安装的接近开关检测到末料,系统工控机发送转移垛料堆生产指令,机械手需要切换到另一垛料堆继续生产。本线在Y方向设置有两个垛料小车,避免垛料切换造成停线,使生产的连续性得以保证,并且当某边小车出现故障需要离线维修时,生产线可以使用另一小车维持生产。在板料小车定位方面,我们改变了传统的接近开关检测方式,采用激光测距仪进行检测,提高了小车行进的精度和测距的稳定性。
分离主要目的是防止多板件同时进入模腔而损坏模具。对于铁板件,分离的方式可采取磁力分离方式,为机械手的快速搬运提供充分准备。磁力分离器具有可消磁功能,保护操作工的安全,方便操作。
在高速生产过程中,为保证输送质量,避免板件滑行是非常必要的。磁性传送带在高速线的使用可以有效防止板件的滑移,为对中提供保证。磁性皮带可将板件准确传输至对中台,避免二次定位出现过大调整。磁性皮带设计为双向运行,当两轴机械手拾取到双板件时,工控机将发送指令要求磁性皮带反向运行,将双板件送往双件回收料架。
对中台的作用是对板件进行最终定位,以便让上料机械手拾取到位置正确的板件准确送入模腔。我公司采用的是一种全新的扫描对中技术,其基本工作原理是将磁性皮带送来的板件进行扫描取影像,然后与预先保存的标准影像对比得出位置差。工控机根据位置差计算出板件所需移动的方向及移动量,然后由拥有7个伺服轴的对中台对板件的位置进行修正。
因扫描对中台由独立的运动系统执行,在机械手运送板件的过程足以完成对中,整个扫描对中无需占用整线的时间,即扫描对中先于机械手拾取板件完成。
压力机线传输子系统的运行
压力机线传输子系统的工作流程是:上料机械手拾取位置修正后的铁板件并送入第一号压力机模腔;压力机间机械手分别将完成拉伸、切边、翻边和 冲孔等工序的零件送入下一工位;机械手将冲压完成的零件送到出料皮带机;出料皮带机将零件送出围栏外;人工拾取零件装框。
新型机械手(见图3)剔除了不必要的运动,只保留两个X方向的线性运动和两个绕Y方向的旋转运动,机体机械结构得到简化,不仅有利于高速运行,而且电气控制也得到简化。机械手还安装有光电传感器,检测板件的拾取情况。
压力机安装有专门编码器供前后机械手使用,以实时确认压力机、机械手的相互位置,实现压力机与机械手的完全同步运行,提高生产效率。
线尾输送主要由左、中、右三个水平出料皮带机组成。左、右皮带机只能分别向左或右运行,而中间皮带机则允许向左或右运行。当生产线高速运行时,要求装框的速度也随之加快。双边皮带出料装框的设计可以提高装框的速度,并可大大减轻工人装框的劳动强度。左右皮带机的端头安装有光电传感器供零件检测作用,当零件来不及装框而运行至皮带端部时,光电传感器将做出反馈并使工控机发出单边皮带停止的信号,避免零件掉落;同时防止机械手再次放置零件至皮带机导致堆积而损伤零件。当某边皮带机出现故障短时间无法恢复时,生产线允许单边皮带机进行降级运行维持生产,而损坏或存在故障的皮带机则可进行离线修复或故障排除。
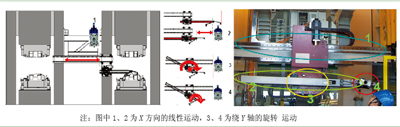
图3 新型机械手
产品切换及三工序生产
除正常的生产搬运功能以外,整线还有其他附加功能,使生产过程更加安全高效,更人性化。
生产过程中,产品切换不可避免,因切换时需要停线,故如何减少切换时间是每一厂家都在研究的课题。Gudel自动化系统将整线设备(包括压力机)进行统筹管理,在总控台即可实现统一切换。当总控台的产品切换指令发出,垛料小车、对中小车退出到非工作区域,所有机械手运行到手动更换端拾器位置,所有压力机自动切换新产品模具。
不同的冲压件,有着不同的工序要求,一些简单的零件只需三个工序即可完成。故此类零件只需运行三台压力机就可以完成冲压。多运行一台设备不仅浪费能源,而且会增加设备安全、故障的风险。Gudel自动化系统的设计使三工序生产得以顺利实现而无需运行全部压力机,只需在空运行工位放置转接工作台,既节省能源,保证设备安全,又可提高效率和速度。
整线自动化设备设计有自润滑功能,当系统运行达到一定时间或一定循环,系统工控机将发出指令要求润滑系统对设备泵油,执行自润滑维护保养。
安全系统及零件跟踪
我公司冲压线的安全防护系统采用围栏和光栅配合。对于高速、高危险的区域,一律安装安全围栏;只有低速运行的区域,如板料小车退出的非工作区域和模具工作台退出的非工作区域,可以安装安全光栅,并在安全光栅启动时配有声光报警。
在安装安全围栏的封闭区域安装安全门。当生产或维修人员需要进入封闭单元时,首先需要在安全门控制盒发出进入的请求,此时单元内的设备将运行至安全位置并切断能源供应,安全指示灯指示安全后,人员方可进入作业。在每个封闭区域内,还设置有逃生门,主要目的是当区域内出现意外情况,人员需要紧急撤出时使用。逃生门只允许从单元内部打开,并且当逃生门打开状态下,整线设备都将处于安全状态。
为避免设备误动作并方便生产人员操作,整线集成所有机械手端拾器的光电传感器和模具安装的零件检测传感器,对生产全过程进行有效跟踪。当零件意外掉落或零件在模腔的位置不正确时,传感器检测出意外情况发生,阻止系统继续运行,以保护设备。
结束语
在市场经济的环境当中,竞争异常激烈,各企业都针对市场深入研究合理的生产方式,以求人尽其才,物尽其用。类似Gudel单臂机械手自动冲压线等综合性价比优异的工业化方式将获得更多生产企业的认可和应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖