浅析涂装车间的效率提升
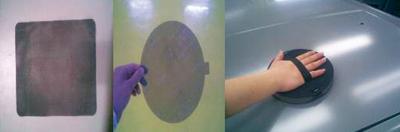
图1 纱网干打磨
在涂装车间的生产中,从经济技术和工艺需求出发,对物流供应体系、工艺、人员能力和自动化项目等方面进行合理优化和调整,更好地利用人力资源,从而可以提高劳动生产率,达到降本增效的目的。
汽车制造企业在建厂初期考虑人工成本和机械设备的单车成本,适当地用人工来代替设备取得了较好的经济效益。随着经济的发展,各种资源需求量增大,尤其是面临人力资源特别紧缺而人力成本不断上升的现状,企业生产部门管理者必须考虑如何合理地利用人力资源,在保证质量的同时有效提高劳动生产效率。对此,整车四大工艺中的涂装制造车间,可以从经济技术需求和工艺出发,通过物流供应体系的优化、工艺的调整、人员能力的提升和自动化项目四个方面来提高现有的劳动生产效率。
物流供应体系的优化
物流供应水平的高低在很大程度上影响整车制造的人员效率。在整车制造的四大工艺中,涂装的物流相对简单,但进行深入研究后,发现涂装的物流体系也有许多值得改进优化的地方:
1.推动颜色整合,减少特殊颜色的投入,使调漆工作标准化
生产颜色多元化,同色系中相似颜色品种过多,致使调漆间设计输调漆系统饱和,部分颜色施工需要自动喷涂机连接压力罐喷涂,需要安排专人调漆和维护设备,使调漆工作无法标准化。
改进方案:联系主管部门对同色系中品种过多颜色进行整合,整合后保证颜色均使用输调漆系统,使调漆工作可以标准化操作,优化调漆人员结构。
2.输胶系统无人化,加装报警装置
PVC输胶系统需要专人操作,定期更换PVC胶桶。人员离开不在胶房时,容易导致PVC胶泵空打,系统管路内胶和空气混合,引起管路内PVC胶报废。
改进方案:在输胶系统增加报警装置,当PVC胶耗尽时就自动报警,人员根据警报信息到胶房换胶,将换胶人员从胶房解放出来,在生产线上从事物流转运工作。
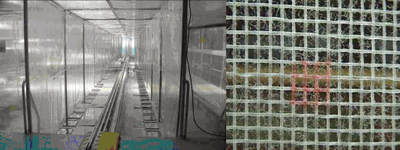
图2 防尘网效果
3.前处理电泳加料半自动化
前处理电泳各种材料部分是固态供货,调整工加料时需要转运到工位,再搬上室体平台操作点。
改进方案:实现前处理电泳各种材料供货全部液态化,并集中存放。需要加料时用计量泵往槽液加料,避免因上下搬运固态材料造成的人员浪费,既可减轻员工的劳动强度又可以稳定槽液的各种参数。
工艺的调整
工艺技术水平的状况在很大程度上决定了一条涂装生产线的产品质量和综合成本的高低。涂装技术日新月异,作为一条设备、工艺相对落后的生产线,必须在新技术应用上更加积极。
1.与设备研发部合作在底板防护作业引入机械手喷涂
车底PVC施工采用手工操作,存在许多不稳定的人为因素,造成胶雾飞溅、厚度不够、漏喷或过喷,需要增加擦车工序,影响生产节拍提升和质量稳定。生产中采用夹紧吊具等将车身吊起,工人在车底抬头操作,作业环境恶劣,同时,高压喷胶枪具有一定危险性,也给操作者人身安全带来隐患。
改进方案:采用PVC自动喷涂设备,完全取代手工喷涂PVC胶的操作,施工精度大大增加,生产节拍显著提升,把操作者从恶劣的工作环境中解放出来。
2.底漆打磨推进纱网进行干打磨
底漆打磨采用传统砂纸进行湿打磨对电泳涂膜缺陷进行处理,车身残留打磨灰和水需要在擦净工位前进行吹净处理,员工劳动量大。
改进方案:使用纱网替代砂纸进行电泳车身打磨(见图1),其特点是操作过程中,员工无需使很大的力度对涂膜缺陷进行打磨处理,劳动强度得到下降,同时解决了传统湿打磨造成车身残留大量打磨灰和水的问题。
3.防尘网建设
进行中涂烘干炉与中涂打磨车身储备链区域的防尘网建设,推进精细打磨作业(仅打磨擦净需要打磨的地方,并将在线打磨与返工打磨作业区域分开)。中涂烘干炉与中涂打磨储备链和返工链区域车身直接裸露在车间环境中:空气洁净度差使车身受到颗粒和纤维污染,致使中涂打磨工序不能实现精细化打磨作业;返工车身在中涂打磨间处理污染正常车身。

图3 现行设备
改进方案:建设防尘网对中涂储备链和返工链区域进行密封(见图2);返工车身打磨在返工链区域作业。
在中涂打磨的作业区域内,只对需要打磨的油漆缺陷进行打磨处理,并立即擦净。取消用压缩空气吹净,把打磨灰吹得到处都是的粗放式作业方法,进而省去压缩空气吹净的人员。
4.推进先检查后修饰工艺
先检查后修饰,可以让在线员工明白质量标准,减少没有价值的过度的修饰打磨作业。
人员能力的提升
坚持“以赛代练、以考代培”的理念,持续提升全员的综合素质:在车间建立广义的星级工评定体系,以赛代练,促使每个员工都树立自己的奋斗目标,并朝着目标努力。
1.打磨作业,修磨工的能力要求
涂层缺陷打磨,人员技能的高低直接关系打磨点的数量和效果,技能和经验丰富的员工,可以很好地把握缺陷是否需要处理(有些缺陷后道涂层可以消除),避免了过多打磨造成的打磨灰或二次缺陷。
2.喷涂工的技能效率提升
(1)喷涂员工技能直接与涂层的喷涂缺陷紧密联系,例如涂膜施工过程中经常出现的流挂和少漆缺陷;
(2)喷涂工技能与工作效率存在很大联系,操作熟练的员工质量稳定,可以有效减少喷涂检查工位的工作压力和人员投入。
3.设备操作工种向调整、维修等方向的技能进行引导
设备操作工种不仅要会操作设备,还应具有调整、维修设备的能力,切实做到“三好四会”,减少对设备维修人员的投入,维修人员只需要指导和对重大故障进行检测维修。
自动化项目
提高车间设备自动化程度,减少单纯的设备操作人员。
1.前处理电泳上下件
前处理电泳上下件完全靠手工下件、转挂、锁紧和解锁。人工操作费时费力,同时员工也认为工作单调乏味,无技术含量和提升空间,容易因此问题而离岗。
现主要设备为升降机、横向移行机、滚床、滑橇、吊具、自行葫芦和摇控器,由人工操作完成(见图3)。
改进方案:引进新设备,实现焊装车身与前处理滑撬的对孔定位,并由此实现白车身与前处理吊具的定位,然后通过自动锁紧装置实现前处理电泳上下件自动化。
2.PVC上下件
PVC底板防护工序车身转挂,使用遥控器和夹紧吊具将电泳车身吊起至底板喷涂,再将车身放至地面台车。全程采用手工操作,劳动生产效率低。
改进方案:引用兜底的PVC吊具,采用吊具腿对角定位的方法,实现PVC底板防护上下件自动化。
3.ESTA自动喷涂与MES系统连接
自动静电喷涂机的车型和颜色完全靠人员手工输入,常发生因输入错误而导致颜色错喷或因车型输入不对而导致的自动喷涂机碰撞。
改进方案:可以将自动机静电喷涂车型输入系统连接MES系统,实现车型颜色等生产信息自动输入到ESTA自动喷涂机,提高车型颜色喷涂的准确性,避免人为输入车型、颜色造成的错误。
4.MES系统与各种生产质量报表连接及MES系统部分功能的优化
MES生产扫描点数据采集过程目前均为人工使用扫描枪扫描车身表面条形码完成输入,单班次需要3~5人专职或兼职从事此项工作。工作人员可以选用有效距离较长,耐涂装前处理-电泳、烘干炉工作环境的外贴传统打印条形码式磁卡,在扫描点加装磁条遥感阅读机来完成数据采集工作。同时,为防止采集过程意外失效,可以加装车身感应光栅及报警装置,一旦车身到达指定采集点而阅读机未完成数据采集工作,系统自动报警,再由附近工作的员工用扫描枪手动扫描条形码完成信息采集。
另外,还可进一步开发MES系统报表生成板块的功能。目前的绝大部分的生产质量日、周和月报表都可以来源于MES系统。企业可以尝试开发、完善MES系统的此部分报表自动生成和自动制定邮箱发送功能,将极大地方便信息的存储和查阅,可提高问题的可追溯性,减少繁杂的人员统计和记录工作,彻底实现质量信息自动化。
结语
通过对涂装制造车间从经济技术需求和工艺等方面的系统分析,我们理清了工作思路和方向,相信后期通过改进项目的逐一落实,劳动生产率可以再上一步台阶,缩短与领先企业间的差距。同时,我们希望本文可以给一些同等水平的企业以参考意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖