电阻焊技术的新突破
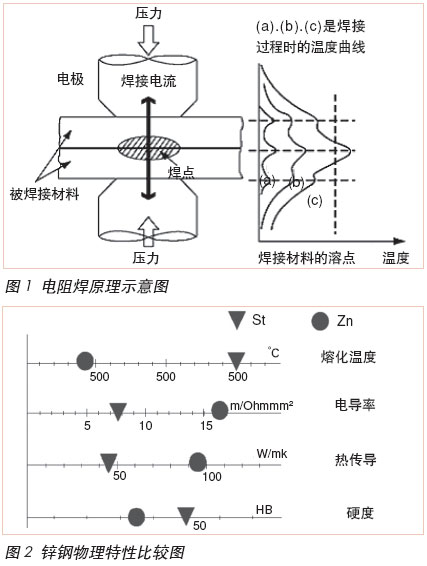
近年来许多新的焊接材料被应用到实际生产中,对焊接设备提出更高的要求。电阻焊技术的应用不仅能满足这些焊接材料特性的要求,而且经济节能。同时,相应的焊接检测方法的采用,也为电阻焊的焊接质量提供了更有效的保证。电阻焊又称接触焊,属压力焊范畴,是以电阻热为能源的一种焊接方法。电阻焊是使工件处在一定电极压力作用下,利用电流通过工件时所产生的电阻热将两工件之间的接触表面熔化,从而实现连接的焊接方法(如图1)。电阻焊一般包括点焊、缝焊、凸焊以及对焊等。
电阻焊技术的应用趋势
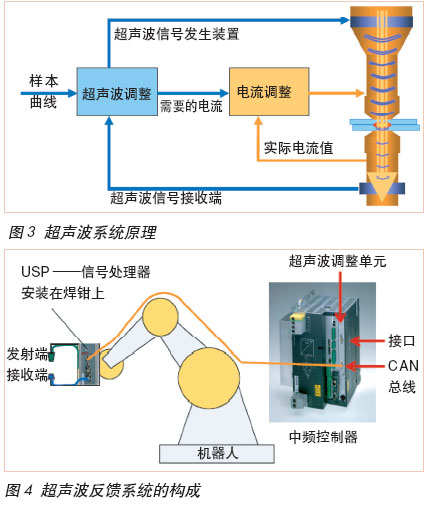
近年来,以汽车制造为首的很多行业都采用了一些新的焊接加工材料,如镀锌钢板、铝合金、高强度钢及铜合金等。这些材料的特性对焊接设备提出了更高的要求。以镀锌钢板为例,镀锌钢板虽然具有较好的抗腐蚀性能,但与无镀层钢板相比,镀锌钢板在点焊过程中存在以下问题:先于钢板熔化的锌层形成锌环而分流,致使焊接电流密度减小;锌层表面烧损、粘连、污染电极而使电极寿命降低;锌层电阻率低,接触电阻小;容易产生焊接飞溅、裂纹、气孔或组织软化等缺陷。镀锌钢板在点焊上存在的问题,引起国内外相关领域的广泛关注,并做了大量研究工作。另外,锌和钢的物理特性差别较大(如图2),要求焊接电流能够高动态的精确调整,才能避免强烈的飞溅,从而保证焊点质量。
中频逆变式电阻点焊控制方法在20 世纪90 年代已趋于采用“零转换—PWM”或“零开关—PWM”变换器的方式,不仅经济节能,而且焊接规范调节范围扩大了3-4倍。对焊接参数选择范围很小的镀锌钢板点焊来说,可谓是最佳的设备解决方案。另外,铝合金、铜合金的高导热性要求,短时间的高能量输入才能达到焊接温度。如果仍采用工频交流控制电源,显然已经不能满足性能要求,而这些要求正是中频逆变焊接的优势所在。
点焊质量控制方法的研究及应用现状
目前的电阻焊接生产中,点焊质量基本都依靠工艺实验、目视检测和破坏性试验来检查,而缺乏方便、有效且可靠的质量控制手段。鉴于电阻点焊的广泛应用和质量稳定的迫切需要,各国学者和设备制造商们做了大量研究工作。
现在已经提出的质量控制方法包括:电参数法、热膨胀法、红外辐射法、超声波法、声发射法以及综合控制法等,其中,红外线辐射线和声发射法由于受各方面条件的限制难以推广应用。电参数法包括:恒流、动态电阻、能量积分、电极间电压法等。
中频焊接快速实时反馈解决方案
近年来,随着中频电阻焊接技术的大量使用,电流反馈的时间达到了毫秒级,使新的质量反馈系统得以实现。目前,国际上应用较成熟的主要集于超声波检测反馈和动态电阻检测恒功率反馈两种:
1、超声波监测反馈技术
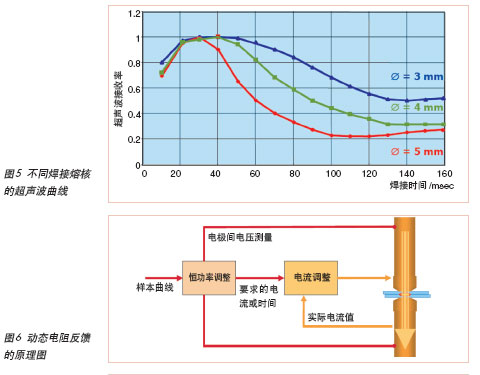
超声波监测反馈技术在实际的焊接过程中,可以确定焊接处焊点的熔核直径,从而保证焊接质量。同时,以独立的测量样本为基础,可以完全不受外界的影响。超声波传输曲线的好处是在显示和证明焊接焊点直径方面可信度高,并且以往用凿子在现场对焊接处进行的破坏性测试可被完全省略。
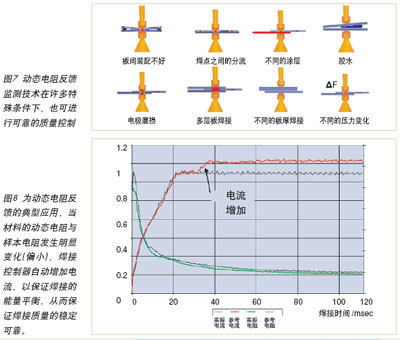
超声波系统的构成主要包含USR 控制板、USP 处理器、超声波传感器、接收器和相关专业的软件(如图4)。由于超声波系统直接对焊接熔核大小进行反馈,因此它可以对焊接过程中各种扰动因素进行补偿,例如焊点分流、材料成分电阻变化等。图5表示出不同焊点直径的超声波显示图形,通过样本焊点曲线的建立来反馈每次实际焊接的电流大小,从而保证每次焊接的熔核大小与样本焊点一致。
2、动态电阻反馈监测
自适应的动态电阻反馈可以很方便的加入每个焊接过程。通过测量电流和电压,计算出焊接时的动态电阻和能量,从而得到相关焊接点的样本曲线。以便在以后的焊接中可以记录和控制质量,并正确地建立焊接数据库。动态电阻反馈监测技术的关键是必须通过可靠的控制运算法则来保证焊接质量。因此,在面对板间装配不好、焊点之间的分流、不同的涂层等问题时,还可以进行可靠的质量控制(如图7)。目前,北京奔驰汽车项目已全部采用了中频动态电阻反馈技术,成为电阻焊快速反馈应用的行业前锋。
从国外的电阻焊发展历程看,德国、美国等发达国家的大焊接公司都已将重点放在了中频焊接快速反馈方面,并且中频技术已经大量取代交流技术。我国由于大功率元器件比较落后,与国外先进中频技术有较大差距。另外,在电阻焊接的快速反馈系统方面也仅停留在实验阶段,尚需我国焊接工作者继续努力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖