高效率、高柔性、高性价比的全自动化冲压线

通过Q、C、D领域的全面努力,广州本田增城工厂构建了一条高效率、高柔性和高性价比的全自动化冲压线。导入国产压力机,集成世界上最先进的自动化设备构建这样一条以国产压力机为核心的、高效率的全自动化生产线,无论对广州本田还是装备供应商,都取得了很大的经济效益和社会效益。
#p# 生产线的基本组成1、基本布局
在对现有的基本工艺布局进行充分考查后,增城工厂冲压生产线的布局采用居中布置,在生产线的两边、电柜和参观平台的下部放置双层模具;压力机工作台左右对开布置。与常见的方式相比,这种布局的优点是:
□ 可以节省大量的模具存放空间。由于冲压车间是重型承载厂房,造价是普通厂房的2~3倍,节省空间就意味节省了成本。
□ 运输路径最短。无需过跨车转运,节省模具转运的物流作业和费用。
□ 节省冲压输送零件至焊接的物流时间。
□ 模具安装物流与零件运输物流无交叉。
□ 换模路径最短,缩短换模所需时间。
2、冲压自动化的选型
从搬运形式分,当前的自动化冲压生产线主要分为如下4种:
□ 上料手、下料手和穿梭机
这是目前冲压生产线最常见的搬运方式。冲压完成,下料手从模具中取料后将零件放置在穿梭机上,穿梭机移动到上料位置,上料手拾取零件放置到下一套模具中去。3套机构、3套电气装置,通过电气回路和程序连锁,构成一套自动化单元。
□ 多工位压力机
将压力机和进给凸轮、提升凸轮、提升杆、横杆、进给杆组合成一台机器。相同的工作台,等高的模具,各工序节拍一致,生产一个零件的周期缩短到4.5~5s,而且占地面积小,人员使用少。设备主要分为Cross BarCup Feed Transfer Press(简称CCFT Press)和Tri-AxisTransfer Press两种,其主要区别是:CCFT Press是2维动作,工件的吸取和松夹通过真空吸盘实现;而Tri-Axis Transfer Press是3维动作,工件的吸取和松夹通过进给杆的横向动作实现。
□ 串联单体同步冲压生产线
该生产线的冲压机之间使用多轴伺服传送机构一次性在冲压机之间搬运零件。虽然不同生产厂商的压力机机构各不相同,但大体上可以分为两大类,一种是在压力机的纵轴线上安置多自由度搬运机械手,机械手可以沿压力机轴线纵向移动(如SCHULER公司的CrossbarFeeder);另一种是在两台压力机的立柱前后两侧安置的平行搬运机构,通过一根横杆形式的末端拾取器搬运零件(如IHI公司的Parallel Link Feeding System)。由于后者能够缩短压力机的间距,速度可以更高,同时便于夹具的自动更换。
这种具备同步功能的串联式压力机生产线不需要多工位冲压机对模具规格的标准化要求,达到甚至超过了多工位压力机的高速节拍(对于3800mm×1800mm板料的搬运速度可以达到13SPM以上)。在这种生产线中,压力机工作在连续运转状态,避免了在单次行程状态时离合器和制动器每次冲程都动作一次,提高了离合器和制动器的寿命。但同时也存在压力机滑块或者搬运机构出现急停时,搬运机构与滑块相撞的风险。为避免这一风险,大多生产线都采取了一些措施。
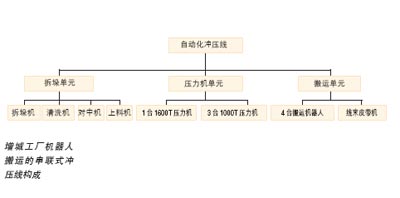
□ 机器人搬运的串联式冲压线
相对于上、下料手和穿梭机,机器人搬运的串联式冲压线的特点是:整线结构简化(用一台机器人取代3套设备,只用一套端拾器),稳定性高,可以实现自动端拾器更换,大大提高了作业的安全性。另外,机器人的运动轨迹相当灵活,适应多种不同的工况。同时,机器人机构简单,成本低廉,体积小,占用空间较少。
多工位压力机价格昂贵(相当于普通串联式压机线2~3倍的价格),对模具的标准化程度要求高。串联单体同步冲压生产线虽然速度快,发展前景大,但大部分仍在测试中,实际运用的生产线少,技术成熟度有待确认;而技术较成熟的产品价格相对较高,或者仍处于某些汽车厂商的技术合作专有期。经过多方考查,广州本田增城工厂的第一条冲压线采用机器人搬运的串联式冲压线。

导入国产压力机
在招标过程中,广州本田对各个厂家的设备、方案进行了全面的Q、C、D评价。经过多次的经济、技术评价,对国产压力机进行了详细全面的实地考察,并现场测量压力机的精度。同时,我们还对有应用实绩的厂家进行了压力机的可靠性调查,最后决定导入国产压力机。
相对于国外著名品牌,国产设备具有很大的成本优势,但其初期故障率较高。为了保证设备的质量,在设计、制造、安装和调试等各个环节做好全面仔细的过程跟踪非常重要。
1、对国产压力机厂家及其实绩进行考察在导入国产压力机之前,我们就设备厂家本身和其应用实绩都进行了考察。对厂家本身的考察内容包括:
□ 设计能力:设计人员组成情况和能力、CAD/CAM/CAE技术应用及硬件配置水平,过往设计产品实例:
□ 加工能力:各零部件加工分厂、总装分厂设备的加工能力;
□ 现场管理水平:考察车间5S、定置管理、目视管理等现场管理水平;
□ 质量控制体系:考察质量控制体系的组织机构、执行情况等,抽查了关键零部件的质量控制文件和检验记录。
对应用厂家的考察主要就产品的故障率和耐久性进行详细了解,发现该产品在实际应用中的使用情况,并对产品的主要精度进行实地现场测量,包括滑块平行度、滑块垂直度、总间隙和气垫平行度等。
2、设计制造过程跟踪
□ 设计阶段
根据需要,双方就4台压力机的详细技术规格进行会谈,并形成会议纪要作为备忘录。根据需要派出相关领域的技术人员对厂家的设计图纸进行了多次审核,包括基础图、整线布置图、总装图、部装图、润滑回路图、气动回路图、液压回路图和电路图等。另外,为保证产品质量,包括各种液压、气动、电气元件、主电机、变频器等外购件都约定详细规格并指定品牌范围。
□ 制造、装配阶段
在零部件制造期间,为了有效保证各个关键零部件的加工质量和工期,不定期到厂家检查加工质量,跟踪制造进度,并查看关键零部件的质量检验记录;在后期厂家的装配调试期间,派遣技术员进行一定时间的现场跟踪,与厂家的工程技术人员一起去发现问题和解决问题,并将问题尽量暴露在厂家的调试过程中,以便于在现场解决问题。
□ 厂家预验收
厂家预验收是检验设备是否合格的重要手段。在预验收前,制定详细的验收计划、验收项目及其验收标准。在验收过程中,压力机的各项精度指标和基本动作是验收的重点。
3、安装调试阶段
安装的质量好坏是保证设备稳定运行的重要条件。由于安装工期非常紧,为保证安装工期和质量,我们与厂家通力合作,双方共同来完成这项复杂的工作。其具体的工作包括:
□ 与设备厂家一起制定详细的安装计划,在该计划中明确各个必须保证的节点,这是保证工期的有效手段。同时,根据现场的实际情况,制定每周的详细安装计划。
□ 在安装现场,给予安装单位最大的现场支持,包括:天车使用,部分工具和人力上都尽可能全力配合,对出现的问题群策群力,共同解决。
□ 对于关键工序和关键零部件的安装,双方现场共同确认,同时做好数据记录。
□ 安装过程中的5S工作非常重要。因为,任何废弃物,哪怕是一颗螺钉、一块抹布、一点铁屑都可能造成大的事故。
□ 保证压力机横梁、气路、润滑、液压管路的清洁。这是减少故障、延长各类液压、气动元件使用寿命的重要手段。
□ 对于安装工期中的关键节点,如什么时候本体安装结束、什么时候设备上电等,尽全力保证这些节点时间。通过这样的方式来保证整体安装工期。
□ 进行耐久性试验。对压力机进行长时间的空运转和负荷试验,将存在的问题尽早暴露,以降低量产时压力机的故障率。
整线的集成
1、基本要求冲压线是由4台连线的冲压机串联并加上自动化设备构成的。在冲压机前面配置有自动拆垛机,冲压机之间配置有机器人,并设置机器人采取Die to Die方式搬送零件的自动生产线。根据这些配置,我们设计了整线的基本模式和要求,具体如下:
□ 4工序全自动生产;
□ 2、3工序全自动生产(A2/A3/A4压力机离线模式,穿越压力机生产);
□ 全线模具调试生产(检验模具的ID号,手动上料人工操作/全自动生产);
□ SP部品生产(检验模具的ID号,手动上料人工操作/全自动生产);
□ 整线CT值;
□ 整线连线控制,ADC全线自动换模;
□ 可选择停止单台冲压机的运转,仍然可以进行机器人的整线联动运转;
□ 可以集中进行整线运转监视和全部设备的数据、程序备份。
根据这些要求,我们选择了上海ABB工程有限公司作为整线集成的供应商,集成日本小矢部精机的拆垛单元、中国济南二机的压力机、瑞典ABB的搬运机器人,运用现场总线进行控制回路和安全回路的控制,实现各设备整合,组成一条全自动的生产线。
2、采用先进设备和操作模式,满足生产工艺要求
广州本田的冲压工艺是单动反拉延技术,大部分零件进行4工序生产,部分为3工序生产。为了提高设备利用率,在生产中充分利用了并模生产的工艺,在整线规划时做了相应的调整。
□ 机器人加了一个外轴,机器人搬运零件时零件始终保持一个方向,避免了模具交替反向安装的难题。该产品为ABB公司的最新产品,在广州本田的应用为全球首次。
□ 拆垛单元的垛料输送链、垛料升降机、自动伸缩叉、磁性传送带都由两套独立系统组成;机器人上有3套独立的真空系统,满足两个零件同时生产。
□ 线末的输送皮带机有伸缩功能。当生产3工序零件的时候,皮带机伸到第4台压力机里面,机器人直接放件到皮带机上,第4台压力机及后面的机器人在待机模式。与采用过渡台的方式相比,这种方式少使用一个机器人,少用了一套端拾器,节省了成本。
□ 清洗机整体升起。在生产内部零件时,将清洗机的清洗辊整体升起,通过皮带将板料直接从拆垛机传送到对中台,免去在线板件清洗的工序。该方法延长了清洗辊的寿命,同时减少了清洗油的使用和油雾的产生,节约了成本的同时还更加环保。
3、提高生产线的运转效率
当生产线在正常状态时,影响运转效率的主要因素是每一垛坯料的更换时间和模具更换时间。每生产约20min后,拆垛单元就要送进下一垛坯料;每生产约100min后,就要进行一次模具更换。整线集成时,努力减少坯料和模具的更换时间对提高生产线的效率很有帮助。因此,我们采取了以下措施:
□ 拆垛机设置自动伸缩叉。当拆垛工位的垛料逐渐减少到50mm时,自动伸缩叉伸出,承接升降接机上的垛料,直到下一垛料升上来为止,一直保持拆垛生产状态,实现更换坯料时可以连续送料。
□ 各台设备实现全自动的模具更换。
□ 以一个按键“结束生产”或生产到设定的数值来结束生产,并使各设备达到模具更换状态。
□ 以一个按键“启动整线换模”来使各设备进入换模状态。
□ 以一个按键“启动整线生产”来使各设备进入下一个零件的生产状态。
这样,坯料更换时生产线不会停止,模具更换在3min内完成。
4、提高生产线的CT值
提高CT值意味着生产线在相同的时间内可以生产出更多的零件。整线集成中各设备的信号传输以及对信号的反应时间和生产节拍优化是影响CT值的主要因素。因此,我们在整线集成的时候充分考虑了这些事项。
拆垛单元采用三菱Q25H高性能CPU,各压力机采用西门子416-2CPU,整线集成采用416-2安全型CPU,使生产线的拆垛单元、压力机单元、整线集成总控单元的PLC有着相同的扫描周期,并且将扫描周期控制在10ms左右。
现场级通信采用Profibus现场总线进行高速的循环数据通讯。总线配置采用Profibus-DP方式。整条生产线通过一个上位PLC进行控制,上位PLC通过DP/DP耦合器模块与各压力机单元交换信号;通过QJ71PB93D模块和拆垛单元交换信号。这样,建立了以上位PLC为主站,其他设备为从站的纯主—从系统,主站与从站之间采用轮询的方式进行高速信号通讯。
各设备相互之间的启动信号采用总线传输,尽量避开对信号传输时有时滞的电气元件,减少设备的反应时间。
通过对机器人搬运轨迹的改善、下料角度的优化、机器人速度的调整、上料确认信号的设置,使4台机器人近似同步搬运零件,机器人从上流压力机到下流压力机再回到上流压力机是一个连续的过程,整个运动中只有在下料等待位停顿等待下料。
5、安全回路
通过安全PLC对整线的安全回路进行控制。外部安全元件信号通过安全输入输出模块由安全CPU进行处理,实现双回路控制。通过编程,在程序上建立如同安全继电器一样的安全逻辑,为生产线的人员和设备提供安全保障。
对于生产线的停止,我们设定了紧急停止和循环停止。紧急停止分为全线紧急停下和本单元及前后单元紧急停止两种。急停后的恢复,除了本单元的复位外还有进行全线启动。当生产线的任何一个安全装置被打开后,需要操作员手动启动设备一次,整线再进入连动生产状态。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖