汽车涂装中的节约型涂层结构

在轿车制造成本中,涂装成本占可控制成本的比例较大,因此控制轿车涂装成本的节约技术为现代化大规模汽车生产带来了显著的效益。
随着轿车市场竞争的日益加剧,质量和成本已成为备受轿车厂商关注的两大主题。涂装成本占整车制造成本中可控制成本的比例较大,降低涂装制造成本已成为各大厂商成本控制的重点。各大涂料供应商从涂装材料、涂装工艺的角度展开了对涂装成本节约技术的研究,针对不同定位和档次的车型,开发了适合于不同涂层结构的涂料。
目前轿车常用涂料有三种类型:溶剂型涂料、水性涂料、粉末涂料。水性涂料、粉末涂料在汽车工业发达的国家已被广泛使用,由于国内相关环保法律法规还没有强制要求,国内汽车厂仍主要使用溶剂型涂料。本文主要从成本节约技术的角度,讨论溶剂型涂料的涂层结构。
针对轿车车身,目前国内主要有两种涂层结构,俗称四涂层结构(电泳+中涂+金属漆或素色漆+清漆)和三涂层结构(电泳+中涂+单色漆)。当前,伴随着轿车市场竞争日益激烈,国内汽车厂商在现生产和新项目建设中开始考虑和应用其它节约型涂层结构。概括起来,主要有四种:
1、豪华型涂层结构(电泳18~20μm+中涂30~35μm+色漆18~25μm+清漆35~45μm)
2、普通型涂层结构(电泳18~20μm+中涂30~35μm+面漆35~45μm)
3、经济型涂层结构(电泳18~20μm+高效中涂25~35μm+清漆35~45μm)
4、节约型涂层结构(电泳18~20μm+面漆40~60μm)。
这四种涂层结构在国际上已被广泛采用,漆膜性能和外观水平都能满足不同产品的质量要求,前两种在国内应用较普遍,后两种涂层结构,在国内部分轿车厂商也已完成了相应涂料的材料认可、性能检测、试装等,准备投入批量生产。
经济型涂层结构(电泳18~20μm+高效中涂25~35μm+清漆35~45μm)中高效中涂漆是将中涂、底色漆两层合为一层的一种涂料,与电泳漆、清漆配套性能良好,附着力良好(140℃烘烤20min,GT0);施工窗口宽,防流挂特性佳;具有良好的抗石击、耐酸雨、耐化学腐蚀特性。长短波、DOI、光泽等漆膜外观水平都能达到相关标准要求。
节约型涂层结构(电泳18~20μm+面漆40~60μm)中单一面漆涂层漆是将中涂、面漆两层或三层合为一层的一种涂料,漆膜性能及外观水平都已得到德国大众的认可,而且具有广泛的颜色选择。
选用不同的涂层结构,对涂装工艺、涂装项目投资、涂装制造成本等影响较大,这也是成本节约技术在这些方面的体现。
涂装工艺的不同
涂装工艺设计取决于油漆车身的产品定义,其中涂层结构、产品质量标准等是主要的因素。常见的完整的涂装工艺流程如图 1所示。
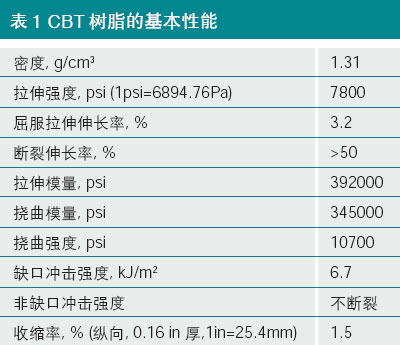
图 1 完整的涂装工艺流程图
工艺设备、厂房投资的不同
四种不同涂层结构的工艺差别较大,导致工艺设备、厂房投资额差别较大,分摊到单车制造成本中相关折旧费用差别也较大。一般情况下,豪华型和普通型涂层结构宜采用图 1 所示的涂装工艺;经济型和节约型涂层结构宜采用图 2 所示的涂装工艺。
图 2 经济型和节约型涂装工艺流程图
目前,图 1 所示工艺流程在国内被广泛采用,适合于各种涂层结构,柔性和灵活性都非常好,但投资较大;图 2 所示工艺流程在国内也有,一般一期工程产量小的项目,先按图2 所示工艺流程投资,预留中涂线,一期投资较少,适合于经济型和节约型涂层结构。一般来说,年产十五万辆车为涂装线取消中涂线可节省投资6000万元人民币左右。
工艺设备、公用设施配置减少,厂房投资也会相应减少。
制造成本不同
1、生产材料成本不同
四种不同的涂层结构所采用的涂料种类和数量是不同的。普通型相对于豪华型涂层结构,少一层清漆,但普通型涂层中面漆(本色漆)一般比豪华型涂层中色漆(金属漆、素色漆)厚10~20μm。综合考虑,普通型比豪华型每辆车约节约50元左右;经济型和节约型相对豪华型节约更多。
2、辅助材料成本不同
四种涂层的施工工艺过程差别较大,施工过程中打磨、擦净、喷涂等都要消耗一定量的辅助材料(如:砂纸、纱布、溶剂等),特别是设备用空气过滤材料。初步估算,经济型和节约型比普通型和豪华型每辆车约节约20元左右。
3、动能成本不同
动能成本一般占整个涂装制造成本(不含设备和厂房折旧)的25%左右,涂装一辆车动能成本年平均约280元/车,若取消中涂线运行,动能消耗每辆车年平均可节约70元/车左右。因此选择不同的涂层结构,对动能成本影响较大。
4、其它成本不同
不同的涂层结构对应的涂装工艺不同,少一涂层,相应的工位设置和人员配置会减少,不仅工位工装工具减少,人工工时成本也会大大降低。
无论是溶剂涂料,还是水性涂料、粉末涂料,对应的各种涂层结构、涂装新工艺(如逆过程工艺、二次电泳、二道清漆等)不断地应用于工业生产,在满足环保要求的同时,还必须满足成本、质量等方面市场竞争的需要。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖