消除加工孔的喇叭口现象
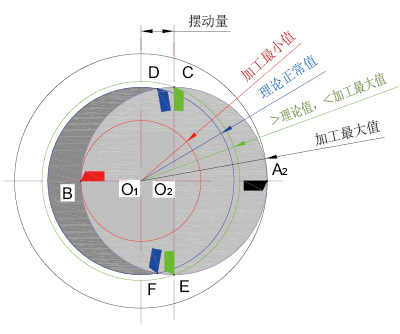
图1 刀杆头部出现摆动量
对于加工过程中出现喇叭口的情况,现场支持人员应该及时发现、及时消除,根据喇叭口出现的表象,分析原因,采用可操作的有效方法解决和消除喇叭口缺陷,满足零件加工的工艺要求。
发动机、变速器零件在机加工过程中,当现行的过程控制措施满足不了孔加工要求时,其存在的失效原因往往会造成加工孔的一些失效模式出现,孔在加工中出现喇叭口就是孔的一种失效模式。
喇叭口类别
要判断加工孔出现了喇叭口其孔是否失效,首先要了解喇叭口的几种类别,根据喇叭口的大端和小端的尺寸,孔的喇叭口有下面四种组合:喇叭口孔的大径和小径都在加工孔径的允许值范围;喇叭口孔的大径和小径都超出了加工孔径的允许值范围;喇叭口孔的大径超出了加工孔径的允许值范围;喇叭口孔的小径超出了加工孔径的允许值范围。
依据加工工艺要求,零件的加工孔径允许值一旦超差,该加工件即属于不合格件,所以我们需要分析的只是“喇叭口孔的大径和小径都在加工孔径的允许值范围”这一加工孔的失效后果,其余三种超差情况不需要考虑。

图2 刀杆在高速旋转中存在一定的摆动量
喇叭口的失效后果
加工孔出现喇叭口,其锥度多大属于不允许,这是一个比较难定的尺度。在实际生产中,喇叭口的前后孔径数据差异值多少允许,多少不允许,目前也没有一个比较权威的标准可循。在现有形位公差当中没有喇叭口这个形状元素,但有一些加工孔本身有圆柱度要求,这时加工孔假如产生喇叭口现象我们就可以用圆柱度的要求来参考其是否允许:孔的喇叭口形状直接影响到圆柱度的实际值大小,其喇叭口的数值一旦超过了圆柱度允许值,那该加工件已成废品(圆柱度超差)。这只是一种判断加工孔出现喇叭口是否允许的特例,实际加工过程中很多喇叭口的孔还是没有参考依据来判别,但是其失效后果是肯定存在的。
1.配合上的失效后果
孔与轴的不同配合特性决定了喇叭口孔的失效后果。过盈配合、间隙配合和过渡配合,三种配合过程中都会因孔的喇叭口锥度大小而出现一些不相同的失效后果。
间隙配合:其失效后果一是运动之间的配合效果变差,加快运动件的疲劳损坏。如活塞环在有喇叭口的缸孔中上下运动,这样活塞环的直径就一直在上下变化,不断的直径变化导致活塞环过早出现疲劳损坏;二是造成运动件的磨损程度不一样,如气门导杆在导管孔中上下运动,由于导杆的配合孔——导管孔是喇叭口孔,这样造成导杆的直径在喇叭口小径处的配合出现提前磨损,而大径处的导杆直径没有明显磨损,使整个导杆长度上面的直径不均衡,最终造成运动件的摆动幅度上升,影响到气门的密封等失效后果出现。
过盈配合:整体配合过盈量的不均衡造成应该均衡的过盈状态变成过盈不均衡的局部出现变化趋势;影响闷盖装配以后的胶水粘接剂的滞留均衡等。

图3 刀具导条对孔壁的间隙出现单边消除
过渡配合:两者之间的一些近似失效后果的出现。
2.工艺上的潜在失效后果
加工孔出现喇叭口,不仅是精加工孔的喇叭口有失效后果,同样半精加工孔出现喇叭口也会影响到后道加工孔,当最终的精加工难以消除前道产生的喇叭口现象时,最终加工孔仍可能出现喇叭口缺陷。
喇叭口形成的原因
加工孔出现喇叭口可从多方面来考虑其原因,如工艺、刀具、设备、毛坯和冷却液等。
1.工艺
工艺上的原因造成加工孔出现喇叭口,如前道工序没有消除孔的喇叭口,影响到最终加工;导向孔/钻套与刀具的径向间隙偏大导致产生喇叭口;切削参数不合理,产生的切削热变化大,导致加工孔壁的受热程度不一样造成喇叭口出现等,所以工艺上如果没有考虑到上个工步对下一工步的影响程度,那往往会存在潜在失效的风险。

图4 孔径达到刀杆的最大摆动量
2.刀具
刀杆刚性差;刀具直径本身存在顺锥;刀具的夹持精度下降;刀具的刃口跳动大;刀具安装中心线不重合或振动;刀具的刀杆弯曲;刀具的切削角度不合理等,这些缺陷都可能是加工孔出现喇叭口的原因。
当刀具单一存在上面的一些失效原因时会引起加工孔出现喇叭口,这只是一种比较简单的说法。“刀杆刚性差”会导致加工孔出现喇叭口,其实这也需在某些条件的组合下才能形成。当镗杆刚性较差时,高速旋转中其镗杆的头部离心力较大,这时刀杆头部就会出现摆动量(见图1)。镗杆上面有一个刀片时,因刀片在镗杆圆周的布局位置不同,刀片在有些位置时加工可能出现喇叭口,而在有些位置时加工就不一定会出现喇叭口。
我们以“刀杆刚性差”来分析,当一些重要孔加工时,在有位置度、圆度和直线度等较高要求时,一种方式是采用辅助支持的加工方式,即加工整个孔时使用钻套/引导孔来辅助加工;另一种加工方式是没有钻套,也没有引导孔,刀具直接加工孔。采用上面两种方式来加工孔,假如镗把摆动量存在,那喇叭口可能会以不同形式出现。在钻套/引导孔下加工孔,假如出现喇叭口一般是倒喇叭口;如果刀具直接加工孔,出现的喇叭口一般是顺喇叭口。

图5 加工孔径在刀杆的最大摆动量下进行
在刀杆刚性较差的前提下,我们以带导条的镗把来分析加工孔出现顺喇叭口和倒喇叭口的原因。
孔的顺喇叭口形成:当刀杆的摆动量存在时,在没有钻套/引导孔的辅助支持下来加工,假如一齿刀片在图1的圆弧DA2F区域内,加工过程中的刀头让刀量又小于刀杆的摆动量,也就是刀杆无负载下的摆动量可能就是加工孔最大的初始加工孔口的回转尺寸。随着镗杆的不断深入加工孔,刀杆的摆动量受到已加工孔壁的约束,直接造成刀杆的摆动量出现渐渐变小趋势,这种趋势最终造成加工孔出现顺喇叭口。
孔的倒喇叭口形成:当加工孔是在钻套/引导孔的辅助支持下来进行时,刀杆因刚性差在高速旋转中存在一定的摆动量(见图2),在进入钻套/引导孔以后其摆动量受到钻套孔壁/引导孔孔壁的限制(即刀杆摆动量缩小),刀具导条对孔壁的间隙因摆动量的存在而出现单边消除(见图3),这时刀杆头部偏向一边,刀具在刀柄上的安装根部与已加工孔壁出现一个与主轴轴线的倾斜角度,刀具随着这一倾斜的回转幅度深入加工孔壁,直至加工孔的孔径达到刀杆的最大摆动量(见图4);假如这时加工孔还需要继续加工下去,那加工孔径一直在刀杆的最大摆动量下进行(见图5),即出现一部分是倒喇叭口、一部分是圆柱孔的情况。
一刃口镗杆在这种情况下形成喇叭口,多齿镗杆刚性差时同样会有这种情况出现。刀杆的刚性差会出现喇叭口,刀杆的刚性好同样会出现喇叭口。如前面工艺原因造成孔壁受热不均衡而出现的收缩差异形成喇叭口。
3.设备
设备的一些失效也是加工孔出现喇叭口的原因之一,如主轴的振动加剧;数控车床上刀具的进给方向与工件的回转轴线不平行,刀尖与回转零件的中心不等高;另外辅助件的失效,如钻套的严重磨损导致加工刀具的定心作用下降而出现摆动量上升等。
4.毛坯
加工孔的孔壁上下差异大(圆台状),刀具一旦钝化,加工结束孔壁的回弹量出现差异而形成喇叭口;孔壁的材料上下疏松程度不一样,导致加工过程中孔壁的回弹量越来越大,而形成喇叭口。
5.冷却液
加工过程中孔壁受到的热量及刀具产生的热量出现不均衡时,其孔壁受热的扩张量也不一样,如加工通孔时的冷却液对刀具及孔壁的冷却效果没有加工盲孔时好,这样一旦加工过程中刀具产生的热量变化较大时,加工孔尾与加工孔口的孔壁受热也会不一样,易导致加工孔出现喇叭口。
喇叭口现象的消除方法
对于加工孔的喇叭口,我们需根据了解到的失效模式及分析的后果、产生的原因来对症下药,消除喇叭口的出现,具体可从下面几个方面来尝试解决。
1.工艺
加工孔在工艺上的前后工序/工步安排、切削参数等不合理时都有引起加工孔出现喇叭口的可能,如切削参数就没有一成不变的使用规定。实际生产中,原先正常使用的切削参数最近不能够有效满足加工要求就是一例,其变化点是毛坯供应商的铸造批次或是新的毛坯铸造供应商提供的毛坯件而导致加工孔出现了喇叭口。例如,某缸体专机线的缸体水泵套孔加工后出现了喇叭口及刀具寿命达不到设定要求。水泵套孔直径为29.72+0.05mm,孔况是通孔,喇叭口严重时的前后直径相差0.01~0.02mm,刀具使用寿命从1?800件下降到800件。加工该孔的相关信息:刀具,硬质合金铰刀;转速,225r/min;进给速度,100mm/min;每齿进给,0.056mm/z;刀具齿数,8。因为是专机线,主轴转速没法调整,所以我们尝试通过修改进给量来解决喇叭口现象。修改后的每齿进给提高到0.10mm/z。通过调整铰刀的每齿进给量,最后消除了喇叭口现象,恢复了以前的刀具寿命,即由800件左右恢复到1?800件。
上例的原因分析:由于铸造毛坯的差异,材质的硬度比以前有所上升,但符合图纸要求。这种工况下铰刀锋利时加工喇叭口几乎没有,但是随着加工数量的上升,喇叭口渐渐变得越来越明显。刀具因进给量比较小,面对较硬材料刃口的加工,实际是磨削加工替代了以前的正常切削加工。因此,刀具的磨损加快,刀具加工过程中产生的热量快速上升。两方面的原因造成加工孔出现喇叭口现象:加工孔口与加工孔尾这一过程中的磨损出现变化,导致加工时对孔壁的挤压力出现变化;加工过程中的孔壁产生热量变化,加工结束孔壁就出现不同的收缩,因加工孔口与加工孔尾所产生的受热程度不一样,故孔壁的收缩量也不一样。而当每齿的进给量提高以后,刀具加工孔的实际切削长度缩短,产生的热量也趋于平衡,这样加工孔壁受到的挤压和孔壁受热影响的变化程度下降,最后使加工孔的喇叭口现象消除和刀具寿命大大提高。
2.刀具
刀具是造成喇叭口出现的主要原因之一,因此通过刀具来消除加工孔的喇叭口现象,可以根据刀具的失效原因来对症下药,具体可从多方面来实施。
(1)镗杆的刚性满足:镗把在设计时就注意其强度,选择合适的镗杆材料满足加工中的摆动在最小化;
(2)正确的切削角度:如当毛坯的孔壁厚度不均衡状所带来的孔壁回弹量存在差异时,选择75~90的主偏角,降低刀具对孔壁的径向挤压力,可避免喇叭口的缺陷;
(3)使用合理的寿命:刀具刃口设定合理的使用寿命值,保证其切削加工中的锋利性,消除因刀具钝化而产生的孔壁挤压与受热不均衡缺陷;
(4)注意操作的细节:操作工在调整刀具时,注意各方面的细节,如刀具夹持精度的保障、修磨的刃口跳动以及顺锥情况的控制等。
3.设备
做好设备的日常维护保养,如定期进行主轴的振动测试;定期检查设备的辅助装置;前后工序的位置度保障等。
4.毛坯
毛坯的加工孔周边上下余量差异大,对于这种缺陷可以让毛坯供应商在符合毛坯图纸的前提下,尽量在孔壁薄处增加厚度,这样可以减少加工孔壁的变形。在毛坯改变不了的前提下,可以通过改变刀具的主偏角、合理设定刀具使用寿命或选择更锋利的刀具来满足加工要求。
5.冷却液
孔加工过程中出现较高的切削热时,这时冷却液的压力尽可能选择最大,使加工中的散热充分,保证刀具刃口、加工孔壁的快速冷却。但当加工设备的冷却液压力提不上去时,这时我们可以选择减少刀齿数的方法来优化每齿的冷却程度,如铰刀的8刃降为6刃,通过降低齿数,选择保持每齿进给量(当工序加工节拍不影响前提下)或提高进给量来消除因孔壁受热过高而引起的喇叭口现象。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖