锰合金组合制造工艺技术
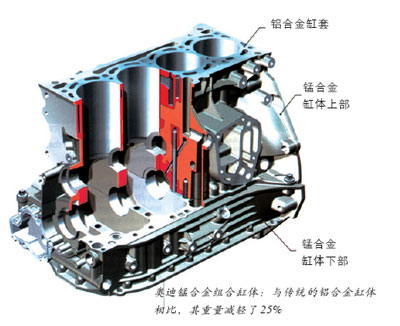
在完成发动机缸体的铝合金制造之后,德国奥迪公司在轻结构设计制造技术领域又向前迈出了一大步——利用锰合金组合制造工艺技术生产出了新的锰合金缸体。该产品不仅具有更高的热强度性能,而且重量比铝合金缸体又减轻了25%。
德国奥迪公司锰合金组合制造发动机缸体项目开发的目的是:研制开发一种重量更轻、生产成本更低、更具有价格竞争力的适合于大批量生产的发动机缸体。这种工艺技术被奥迪公司称为AHM锰合金组合制造工艺技术,利用这种技术生产的四缸锰合金发动机缸体的重量比四缸铝合金发动机缸体的重量要轻约1/4。
这种锰合金组合制造工艺技术的特点为:在缸体承受负载较大的部位,有目的地、局部地使用铝合金材料,可以用于发动机缸体的大功率变型产品,例如高转速发动机或者增压发动机等。
由于金属锰的密度仅为1.7g/cm3,因此,利用锰材料制造发动机缸体比用其他金属有着更大的减重潜力。目前,在使用锰合金材料制造发动机缸体时,存在的主要问题是它的热强度较低,尤其是当温度在150℃以上时,锰合金的强度就降到了最低点,而在发动机缸体中,局部的最高工作温度可高达200℃以上,因此,根本无法使用。但是,新型耐热锰合金材料的成功研制开发,使得锰合金材料即使在高温环境中也大有用武之地了。
另外,锰合金材料所特有的较低的耐腐蚀性的问题,也因为新研制的、用于缸体表面的高纯锰合金而迎刃而解。由于到目前为止还没有有效的冷却水氧化阻滞剂,还无法最终形成一个终生免加水的发动机冷却循环系统,因此,在冷却水系统中,技术人员仍然采用了奥迪发动机传统的冷却方法。
铝合金螺栓减少了接触腐蚀的可能性
通过在锰合金缸体中采用铝合金连接螺栓,不仅避免了接触腐蚀的问题,而且也避免了螺栓连接的松弛现象。
利用这一锰合金组合缸体工艺技术研制开发的、带有铝合金缸套的锰合金缸体,采用压铸工艺将铝合金缸套压铸到锰合金缸体中去。虽然整个缸体的重量仅为3.8kg,却具备了一个发动机缸体所有的功能:缸套、与缸盖的连接、与主轴承的连接以及冷却水通道等。
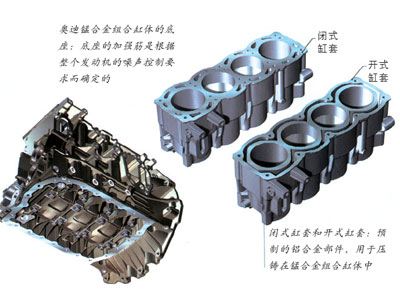
由于考虑到压应力的情况,因此,缸套下方部位安置有主轴承螺栓孔,从而大大地提高了发动机缸体的使用寿命。这种连接螺栓的配置方式吸收了膨胀螺栓连接和传统螺栓连接的优点。该组合缸体设计方案的最大特点是:通过使用不同的缸套,不仅可以采用“开式缸套压铸”工艺技术,而且也可以采用“闭式缸套压铸”工艺技术。而这种特殊的缸体压铸工艺技术过去只能在砂型铸造或者金属模压力铸造中采用。
为了使铝合金缸套与周围的锰合金材料能很好地结合成一体,缸套圆柱部分的长度尺寸穿过了缸体水套所在部位,从而保证了锰合金缸体可以有效地固定住铝合金缸套,加上特殊研制设计的缸套表面处理,使铝合金缸套能够与锰合金缸体形成非常牢固的连接。
基于对发动机极高的噪声控制要求,奥迪的锰合金组合缸体有一个坚实的缸体底座,该缸体底座同样是采用锰合金制作而成的。
为了能可靠地承受发动机工作时燃油燃烧的气体压力和曲轴的惯性力,避免在高温时主轴承螺纹孔的扩张,必须采取一些特殊的措施。例如,视负载情况,可以在缸体的主轴承处和缸体底座的合适部位压铸不同的增强块,而奥迪的设计师们为此提供了各种不同材料的增强块供选用。
利用铸造模拟技术检验、评判铸造模型
奥迪公司在研制开发锰合金组合缸体的过程中,开辟了一条产品研发的新途径。技术人员巧妙地利用了特殊的、高强度铝合金的热膨胀系数,从而缩短了通过灰铸铁进行重量比较的研发过程。
在缸体的主轴承处和缸体底座的合适部位压铸的增强块是采用挤压方法制造的。浇注的毛坯在特殊设计的棒料挤压模具中被挤压成半成品,然后按照需要锯割成形。对于大功率增压发动机也可以采用钢质增强块。由于锰合金溶液极高的流动速度和极小的粘度以及在模型中压铸锰合金溶液需要较高的压力,因此,必须对锰合金压铸模具采用相应的技术措施,以保证锰合金溶液能进入缸套的冷却水套之中,而又不因很高的压铸压力而穿透水套壁。
为了在较短的时间内完成锰合金组合缸体的研制开发任务,奥迪公司的工程技术人员在项目方案设计的初期就开始使用生产过程模拟技术。而正是在铸造模拟技术的帮助下,才可能对大量的压铸模具的变型进行计算和评判,才能使研制开发过程少走弯路,从而节约大量而宝贵的研发时间。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖