提高生产线的装配能力

在Zeitlauf变速器有限责任公司,不受产品品种和生产批量限制的手动装配方法提高了变速器装配的生产能力。也许这让人很难相信,但这却是事实。Zeitlauf变速器有限责任公司(以下简称“Zeitlauf公司”)的生产面临许多新的用户需求:变型品种不断增加(直齿轮变速器、伞齿轮变速器和行星齿轮变速器),生产批量不断减少而经济性和质量要求却在不断地提高。为了保证企业未来的经济利益不降低,几年来他们一直在探索新的变速器装配方式。
近年来不断发展的新型装配技术中,以手动为主的变速器装配的比例不断增加,这种装配方式与生产批量的关系不大,与生产场地的面积、与手工装配的组织形式却有着密切的关系。
联合攻关
非生产时间和产品换型时的生产准备时间增加了,原因很多,包括库内零部件运输距离较短、原材料库远离装配线、不同产品共同存放在一个库区、三条装配线上装配着不同型号的变速器等。
过去的一年中,Zeitlauf公司共生产装配50余种、340000台不同规格型号的变速器,每种变速器的产量为50 1000台。每次产品换型时的设备调整、准备时间平均为45min,这不仅增加了企业的生产成本,而且不良的生产组织过程也影响了装配质量的进一步提高,对装配工人的生产积极性也产生了不利影响。
为了尽快改善这种状况,Zeitlauf公司参加了以市场为主导的联合攻关项目组(Mamos)。该联合攻关组由其它6个变速器生产厂以及纽伦堡市的Erlangen大学的生产自动化专业系组成,联合攻关的课题名为“面向未来的生产技术”,包括生产装配技术中的合理化改进措施。
在企业实际经验的基础上,这个项目组研究了新的“物流入口”和中间库,使它们直接与装配线相连接。整个装配线是按照物流原则配置的,在空间布局上,仓库、预装生产线和总装生产线之间的距离大大缩短,并且有一名物流管理人员专门负责物资供应与协调。这些措施满足了按照用户订单组织装配生产的先决条件,加强了仓库物资保管员与装配工人以及装配工人相互之间的信息沟通。
手动装配生产线
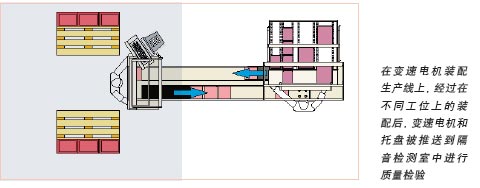
在这条新型手动装配生产线中,最重要的是规定好在各个装配工位到底应该装配些什么。装配工人应能将变速器装配所需的零部件方便地“拿到手、送出去、放到位”,以适应不断提高的生产能力以及灵活性的要求。为了解决好“拿、送、放”的问题,Zeitlauf公司研制设计了一种工件托盘,用于放置各种不同变型产品的零部件。这种零件托盘以手动方式从一个装配工位移动到另一个装配工位。位于两条平行的装配线端部的四个装配工位又进一步提高了装配生产的灵活性。在装配线两端之间的各个装配工位上,工人在零件托盘上排放好预装完毕的变速器组件,之后将托盘推送到左、右两侧的装配工位处,由装配工人完成产品的最终装配。在完成变速器的全部装配后,成品与托盘又被回送到装配线的中间工位处,成品下线包装,托盘被再次放置上新的零部件。每两条装配线构成一个装配工作站。在正常的装配生产时,变速器的装配需要三个装配工位,另有一名投料工在中间的两个工位上手工投料。在这种情况下,生产线中还有四个工位是空闲的工位,可以为另一种产品的装配进行换型准备。在完成变速器驱动电机的装配之后,成品被送入防噪声检测室中进行电气性能和运行噪音的质量检测。在质量检验合格后,成品被贴上检验合格号标签,整齐地放置在成品库中准备出厂。
至此,Mamos联合攻关项目组完成了自己的任务。变速电机的装配生产工时缩短了大约20%,生产过程中库存物资的周转量减少了一半多。当然,Zeitlauf公司并不是通过提高自动化来实现这些经济效益的,相反,是通过采用更加柔性的、手动装配生产线配置方案来实现这一目的的。
这是对自动化系统的一种挑战:从设备折旧、产品换型时生产线调整的速度、快速反应适应产量变化、装配工装的调整和恢复性调整方面来看,手动装配线也不失为是一种经济高效的解决方案。
装配原材料的流动才是关键
手动装配基础是畅通无阻的。GWS公司在很早以前就认为装配原材料的流动是提高装配系统效率的有效参数,并在自己的装配生产线设计中很好地体现了这一理念。
在此基础上,他们研发了大量功能强大的手动装配零部件系统和子系统,例如Multiline手动零部件运输系统,这是一种模块式化的、可自由组合的零部件运输系统。在滚珠支承和滚柱支承的托盘传送滚道上,装配托盘、零部件托盘以及专业装配容器等等都可以任意地来回移动。各个零部件输送模块可以在不同的装配工位之间、在上下料工位之间方便地运动,有时还可以从装配线中取出某些零部件托盘后装周转箱,或者在直线传送的过程中加快它们的运动速度,使它们快速地从一个工位到达另一个工位。各个输送模块没有任何妨碍在装配线上运动的棱边和棱角,标准化的托盘组成部件可以使工人方便地利用辅助工具抓取托盘中的零部件、使用装配材料和装配工具。而托盘在装配线上的位置变化和传送方向的变化则完全依靠装配工的人力进行操作。这一运动灵活、推送轻便的装配件托盘可在机械或者气动控制装置的控制下准确地停留在规定的位置。
Zeitlauf公司正是利用这套手动装配系统实现了灵活、高效的、不受产品生产数量和产品品种制约及限制的生产。该手动装配系统不仅提高了生产能力,而且还提高了产品质量、提高了生产的灵活性和适应性、大大缩短了装配工时。最明显的效果是大大缩短了产品换型时生产线的调整工时,由原来的45min缩短到现在的10min。装配线非常适应小批量、多品种产品装配,具有不可忽视的竞争优势。现在,在该装配线上只有一名女工负责装配质量的检验,经过100%的质量检验使得装配的出错率由原来的3%下降到0.5%。
有序的原材料流动
有序的原材料和零部件流动可以避免徒劳无效的重复运输。按照看板原理进行的零部件、原材料运送可以迅速得到所需的物资。借助于GWS公司的运输系统,Zeitlauf公司现有的原材料、零部件在新产品中都可以按顺利进行安装。
由于手动装配线与自动装配线连接在一起可以对现有的自动装配线略加改造后仍然发挥原有的效益,同时,在总的成本核算中,手动装配线的生产费用也显示出了理想的效益。由于每个装配站由两条装配生产线、工作台、零部件运输托盘、连接设施以及装配工具和物流运输设备组成,因此,整套装配工作站的采购费用大约为45000欧元,而Zeitlauf公司可以在一年内就可以收回全部投资。
GWS系统技术公司
GWS系统技术有限责任公司为世界各地生产销售工业企业所需的装配线设备。他们生产的产品包括Concept生产工位,Multiline手动输送系统,Visio系列的实验室设施、维修厂设施和工业装配生产设施,Sovella仓库货架以及这套生产设备的研制与开发。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖