涂装线节能降耗
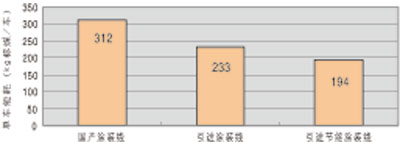
图1 涂装线单车能耗比较
在汽车生产企业中,其生产能耗的一半左右都用于涂装线上,通过工艺改进优化、节能材料的应用和热能回收等各个方面的技术措施,轿车涂装线将显著节能降耗,为企业提供可观的经济效益。
随着我国轿车需求量的不断增长,生产企业也随之在不断地改造、扩建或新建各种生产线。在当前的市场环境下,提高品质、降低成本已成为企业的普遍共识。轿车涂装线是生产耗能大户,其能耗占整车生产企业总耗能的50%以上,直接影响整个企业的能耗及生产成本,因此,全面应用节能技术,促进轿车涂装线节能降耗,将为轿车制造企业提供非常可观的经济效益和社会效益。
涂装线节能技术的应用
目前,国内仅有某些合资企业在涂装线节能方面投入较大,效果显著,而国内大多数轿车企业涂装线的能耗居高不下,节能技术应用还处于初始阶段,必须加大力度宣传和推广节能理念,开发研究涂装节能技术应用,加快降低涂装线能耗的步伐。
1.国内外涂装线的节能差距
节能技术已逐渐应用于欧美日轿车涂装生产线。通过涂装设备排出废气余热回收技术、喷漆系统空气循环利用技术等,可使涂装线节能10%~25%,国外最先进的节能型涂装线可以节省能耗25%左右。目前较好的一些具体措施和效果如下:利用回收排出的废气,使喷漆室的空调供风量减少10%以上,节省耗能约10%;烘干室废气焚烧炉的烟气排放温度控制在160℃以下,比国内焚烧换热炉节能20%以上,而且节能型烘干室烟气排放温度最低可达120℃,节能效果更佳;利用热轮式热回收装置回收喷漆室排风中的热量,在冬季可使喷漆室节能60%以上。
相比较而言,国内涂装线与国外涂装线的主要差距是:国内自己建设的涂装线很少采用节能技术;没有回收利用喷漆室排风和烘干室排出烟气的余热;没有采用喷漆室空气循环利用技术;烘干室焚烧炉排放烟气温度高达200℃以上;国内外同类轿车涂装生产线相比较,单车能耗相差约0.0788t标煤左右。
全部国产与全部引进和引进节能型涂装线单车能耗数据比较见图1。
2.节能技术的应用
国外或国内引进涂装线的工艺和设备都在努力应用节能技术,通过节能降低成本。
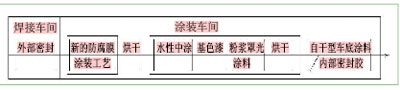
图2 涂装线规划布置
(1)涂装工艺的改进
①采用中涂和面漆“湿碰湿”涂装工艺(3C1B)
经验证明,3C1B工艺较传统的“三涂层(3C2B)”涂装工艺节能约5%~10%。
②整合生产线
国外某轿车公司涂装线规划中,到2010年或更长些时间,该公司的涂装工艺将整合成外部密封式涂装并移至焊接车间(其工艺布置见图2),进入涂装线的工艺顺序为:采用新型的防腐膜工艺及烘干,水性中涂、基色漆、粉浆罩光涂料及烘干,自干型车底涂料和内部密封胶。此工艺属于3C1B工艺,实施后涂装线将节约能源成本50%,VOC排量削减87%,CO2排量削减52%,节能效果非常显著。
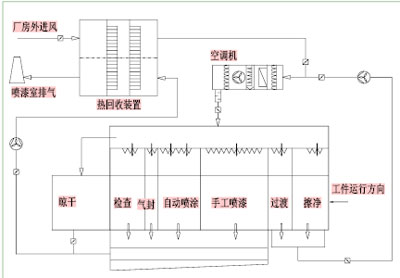
图3 喷漆室排风热能回收示意
③免中涂的新型“二涂层(2C1B)”涂装工艺的应用
2C1B工艺比3C2B工艺节省能源约25%~30%,可显著降低运行成本,国外已有很多企业在轿车涂装线上采用2C1B工艺。国外某公司针对 2C1B与3C2B工艺能耗的比较见表所示。
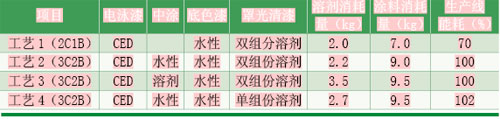
2C1B和3C2B不同工艺的能耗比较
(2)喷漆室和烘干室节能技术应用
①喷漆室的热能回收
如图3所示,将喷漆室的排风引入换热装置,回收热能后再排放,回收的热能用于加热空调机从室外吸入的冷空气。图4、图5为转轮式热回收装置。
②喷漆室排出空气的循环利用
由喷漆室排风经过滤和除漆、除溶剂处理,送回喷漆室循环使用。

图4 转轮式热回收装置上半部
③自动化设备的应用
利用外置式自动喷涂机或壁挂式喷漆机器人减少喷漆室宽度,使喷漆室减少供风和能耗15%左右。
④烘干室的热能回收
烘干室的废气处理装置主要应用回收式热力直燃系统(TAR,见图6)或集中蓄热式热力直燃系统(RTO),在热能利用方面要好得多。国外节能型涂装线将烘干烟气进一步回收利用,可使最终烟气排放温度达到120℃以下。

图5 转轮式热回收装置下半部
涂装线规划中节能技术的推广思路
1. 优化工艺布置
(1)采用分线布置工艺段降低运行成本。如:根据产量把面漆涂装线分成两条线设置,产量高时同时开动,产量低时仅开动一条涂装线。
(2)中涂和面漆喷漆线在产量允许时,采用中涂线和面漆线合并为一条涂装线,只建一条面漆线,完成中涂和面漆涂装。
(3)根据涂装产品结构和密封胶材料,取消车身胶烘干及强冷设备,可降低涂装线全部烘干能耗的10%以上。
(4)根据产品涂层标准,合理采用“2C1B”或 “3C1B”涂装工艺。
(5)研究开发密封胶、PVC车底防护涂料、中涂漆、底色漆和罩光漆湿碰湿施工工艺和材料,采用一次烘干。仅烘干室就能较原来减少能耗40%以上。

图6 回收式热力直燃系统(TAR)
(6)工艺分区布置时,根据各区域洁净度和温度不同,调整厂房的送风量和温度,满足各区通风要求,减少厂房通风量,节省厂房能耗。
2. 应用节能材料与设备
(1)前处理设备的节能措施
①采用低温前处理材料,用脱脂工序40℃和锌盐磷化工序35℃的前处理工艺替代中温的前处理工艺。②采用新开发的无磷酸盐环保型转化膜(氧化锆ZrO2或OXSAM技术)预处理工艺。
(2)喷漆室的节能措施
①喷漆室采用空气循环利用技术,减少新鲜空气量的用量及能耗。②利用转轮式热回收装置回收喷漆室排风中的热量或冷量以及含湿量,更适用于我国北方地区。③控制调整空调机送排风量,使其正常工作、有工件连续通过时送排风系统能够全量运行,间断工作或临时停车、无工件通过时送排风系统能够部分运行。④尽量缩小喷漆室内部空间,减少供风和排风量,同时,计算下降风速时,选用规定的经验数据范围的下限值。⑤利用新型自动喷涂设备减少喷漆室宽度。减少喷漆室能耗。
(3)烘干室的节能措施
①尽量采用新型烘干温度较低的阴极电泳涂料。②重视烘干废烟气中的热量利用,使烘干室排放的烟气(>200℃)与补充烘干室的新鲜空气进行热交换,将烟气温度降至160℃或以下再排放,充分回收利用烟气中的余热。③选用双组份低温固化涂料替代高温烘烤型涂料。
3.土建与公用建设
(1)建筑节能
①依据工艺需求,确定厂房跨度、高度,满足使用空间,尽量减少各层高度,合理使用土地,注意节能效果。②采用节能型建筑,在重视厂房洁净设施的同时,使用节能建筑结构形式和材料,重视厂房四周墙壁、屋面和地面的保温。③合理布置空调机房,有效利用空间,减少厂房机械通风空间。
(2)公用节能
①暖通设施的节能措施包括:制冷机组冬季不启动,直接使用冷却循环水为制冷设备提供冷源;车间采暖使用直接燃烧加热装置,控制系统根据车间的温度要求和室外的气温变化自动调节送风的空气温度;全封闭涂装厂房的空调采用回风装置,生产时采用全部供新风或部分供新风,停产时全部供循环风。
②电气设施的节能措施包括:将变压器尽可能靠近负荷中心设置,降低运行中的电能损耗;细分照明回路的控制范围,按照区域布控,根据使用需要开启或关闭照明灯等。
③动力设施的节能措施包括:加热涂装设备可延长预热升温时间,减少动能供应的最大负荷;使用蒸汽热交换站提供热水供能时,设置凝结水回收系统并利用余热,可节约20%左右的热量。
④水道设施可设置中水回用系统处理污水,中水用于厂区绿化、洗车和浇洒路面等。
4. 重视生产管理
重视科学的生产管理,实现低能耗运行。建立科学的生产管理流程,理顺管理过程的每一个环节。通过对人员节能管理培训、控制设备的能耗启动和关闭时机、减少设备空运行、集中排产优化生产等达到降低能耗的目的。例如:低产时集中排产,实行停三开四班制生产。对预热设备分时分别按需启动;各种换热装置及时清理;增加设备动能计量仪表管理,及时开关控制动能耗量等。
结语
总之,只有结合建设企业的实际情况,时刻为企业节能降耗、降低成本和提高市场竞争力着想,才能促进我国涂装线节能技术的推广应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖