高效加工助力曲轴制造
高效加工是发动机制造技术的鲜明特征,曲轴加工的技术进步是最好的证明之一。车-车拉、高速随动外铣、内铣和数控随动CBN磨削等高效加工技术的相继应用,使曲轴的生产效率得到了很大的提高。
进入21世纪以来,高效加工技术与设备在曲轴制造中得到了迅速的推广应用,曲轴生产效率得到了很大的提高。车-车拉、高速随动外铣、内铣和数控随动CBN磨削等高效加工技术和设备相继应用,不仅效率高,而且加工精度非常高。由于这些技术和设备的高效和柔性,曲轴生产线的生产设备数量比以往少了很多,总体生产成本相应降低。笔者曾考察过上海大众、通用等企业的轿车发动机曲轴生产线,全线仅有15~20台先进的高效设备,并分为几个模块单元,产品周转线短,加工效率非常高,且易于质量管理。
与此同时,新型硬质合金刀具已经被广泛使用,CBN(立方晶氮化硼)、PCD(聚晶金刚石)刀具和陶瓷刀具等代表当今技术发展水平的超硬刀具在发动机制造中的应用也越来越多,组合式刀具和复合刀具也正大展效能,为高效加工和降低制造成本提供了更多选择。
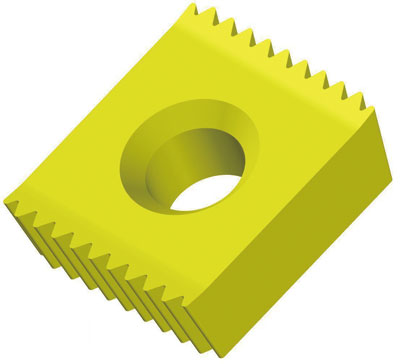
图1 梳刀刀片
车-车拉技术
车-车拉技术在国外被大量用于曲轴主轴颈和连杆轴颈的半精加工,其加工可分为三种形式:直线车拉、内环刀具旋转车拉和外环刀具旋转车拉。车拉工艺在1983年左右被开发出来,到1988年短短5年中,车拉工艺从直线式发展成回转式,到1988年发展到车-车拉工艺,目前,其拉削方法又逐步发展为梳刀工艺。
车-车拉工艺通过一次设定能够完成所有同心圆的车削,具有高效率、通过使用特殊卡盘和刀具系统实现柔性加工、机床保养简便且维护成本低等优点,特别适用于平衡块侧面不需加工、轴颈有沉割槽的曲轴加工。其中拉削工艺可用高效的梳刀工艺代替,梳刀(见图1)加工通常在该工序的最后工步,通过微量的径向进给和纵向车削实现高速精加工。采用梳刀工艺的优点在于精度高、效率高、切屑易清理且轴向进刀量小。

图2 模块化的高速外铣刀盘
高速外铣技术
高速外铣技术产生于20世纪90年代中期,对于平衡块侧面需要加工的曲轴,高速外铣技术比车削、内铣和车-车拉的生产效率还要高。以四拐曲轴为例,车-车拉工艺加工连杆轴颈要两道工序,而高速外铣工艺一道工序就能完成。高速外铣具有以下优点:应用工件回转和铣刀进给伺服连动控制技术,可以一次装夹不改变曲轴回转中心随动跟踪铣削曲轴的连杆轴颈,切削速度高(可达350m/min)、切削时间和工序循环时间较短、切削力较小、工件温升较低、刀具寿命高、换刀次数少、加工精度更高以及柔性更好,所以高速外铣技术将是曲轴主轴颈和连杆轴颈粗加工的发展方向。图2是模块化的高速外铣刀盘。
CNC内铣技术
CNC内铣是20世纪80年代中期出现的工艺,CNC内铣加工性能指标要高于普通外铣加工,尤其是对于锻钢曲轴,内铣更有利于断屑,刚性特别好。CNC内铣工艺是目前曲轴连杆颈粗加工的国际先进加工工艺,尤其对于大功率锻钢曲轴的加工,CNC内铣工艺更是首选。内铣机床有多种加工形式,应用最多的是曲轴固定型CNC曲轴内铣加工工艺。内铣加工的主要特点是:生产效率高、加工精度好、适用范围广且柔性好,其具有代表性的设备如德国HELLER公司开发的CNC数控曲轴内铣机床系列等,该机主要功能特点是:曲轴固定后不动,铣刀跟随连杆颈铣削;机床床身为复合材料一体化结构;工件两端电子同步电动机旋转驱动;具有干式切削、加工精度高和切削效率高等特点;控制系统中输入零件的基本参数即可生成自动加工程序。
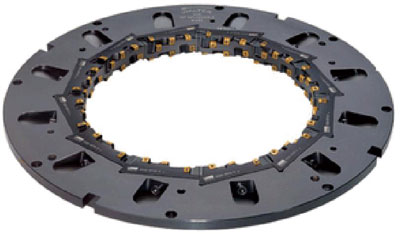
图3 模块化的内铣刀盘
数控磨削技术
传统的曲轴磨削工艺均采用磨削线速度为35 m/s的普通曲轴磨床,砂轮进给和修整为手动进给,轴径和台肩的磨削余量大,砂轮耐用度低,需技术工人精工细作才能磨出精品,因此产量和质量总是非常矛盾。为提高产品加工精度和效率,目前有多种新的高效磨削方式。
曲轴磨削可采用的技术有单序加工和复合加工等工艺。
单序加工如:磨削四拐曲轴主轴颈采用的五砂轮磨削(见图4),磨削四拐曲轴连杆颈采用的双砂轮磨削。这种工艺效率很高,磨削后轴颈的跳动量容易控制,砂轮一次修整完毕后能保证各轴颈尺寸的一致性,缺点是柔性差,只能加工一个系列产品。
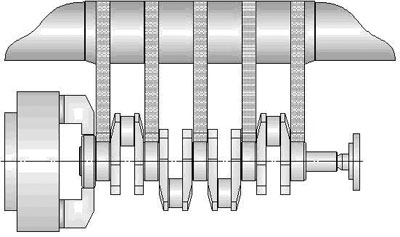
图4 五砂轮磨削曲轴主轴颈
复合加工是指一次装夹磨削所有主轴颈和连杆轴颈,且磨削连杆轴颈采用随动磨削技术,这种磨削方式最大的优点就是柔性好。复合加工有两种可以采用的工艺:顺序磨削主轴轴颈及连杆轴颈和同步磨削主轴轴颈及连杆轴颈(见图5)。
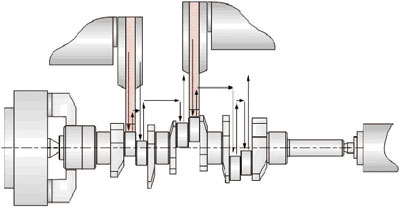
图5 同步磨削主轴轴颈及连杆轴颈
随动磨削机床已成功地应用于曲轴的精加工,德国勇克公司(JUNKER)、德国NAXOS-UNION公司、英国LANDIS等公司均成功开发了随动磨削机床,一般采用CBN砂轮和使用油冷却的方式,适用于加工汽车发动机曲轴,质量可靠。先进的随动磨削机床在加工过程中能检测并修正轴颈圆度和尺寸,切入式磨削及随动式磨削理论上的偏差为零,在主轴上采用自动对中心的三点式中心架,CNC控制的冷却剂供给保障了磨削区域的持久用量,砂轮轴适用于线速度高达120~140m/s的磨削。
刀具材料呈现多样化
刀具性能的提高为高效高速加工发展提供了可能性,除了高速钢、硬质合金以外,超硬材料的发展也起到了重要的作用,PCD、PCBN为难加工材料的切削、干切削和硬切削等加工创造了条件。
为适应曲轴加工高速化、高效率和干式切削的需求,目前用户大量采用涂层刀具,涂层材料从TiN发展为A12O3、TiC和ZrO2,再到耐高温的TiCN、TiAlN、TiSiN和CrSiN等。现在,PVD(物理气相沉积)、CVD(化学气相沉积)技术不断推陈出新,由单层发展成多层、千层和复合涂层,现在又发展成纳米涂层。
刀具及涂层的进步使深油孔的加工可以采用枪钻加工代替普通加长高速钢钻头,钻孔和攻丝可以用硬质合金刀具来代替传统的高速钢刀具。目前国内的曲轴精加工数控磨床多数使用CBN砂轮加工,CBN砂轮价格昂贵,但由于加工效率和耐用度高,分摊到每个工件上的刀具费用反而比采用价格低廉的普通砂轮的要低,从“降本增效”来综合考虑,使用CBN砂轮更具经济性。

为达到高效加工的目的,组合式刀具和复合刀具的应用也越来越多,以简化工序、减少刀具数量、减少换刀时间和加工节拍时间。现在,业界还出现了钻孔和螺纹加工在一起的组合式刀具,这种复合刀具的前部用于钻孔,紧接着是刀具的螺纹加工部分,在螺纹底孔被钻出来后,该刀具即进行螺纹的铣削加工,仅用一把刀具即完成该孔的全部加工。
由于组合式刀具的应用大大提高了生产效率,但也增加了非标刀具的种类和数量,增加了对刀具管理的要求,特别是在刀具非正常消耗发生时,增加了快速获得替代刀具的困难和影响生产线正常生产的风险,因此,怎样做到既能保证为获得高的生产率而大量采用复合刀具,又能尽可能地使刀具实现标准化,就成为了刀具制造业和汽车制造业需要共同关注和研究解决的问题,需要制定一些相关的标准,开发定向于平台的刀具,建立一些标准的复合刀具结构,根据生产任务合理组合或者变换切削及功能模块,并在这种复合刀具中尽可能地采用标准刀片,以快速价廉地制造各种专用刀具。这样会大大降低刀具制造、采购和库存成本,缩短刀具供货时间,并显著提高出现刀具非正常消耗时的应急能力和快速响应能力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖