激光焊技术——为焊接质量提供可靠保证
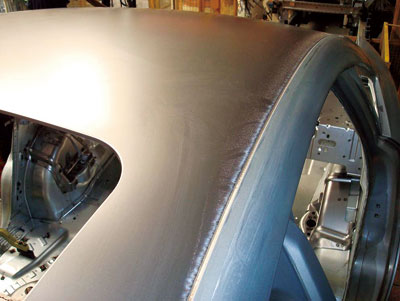
图1 激光钎焊焊缝外观
激光焊接因具有高能量密度、可聚焦、深穿透、高效率、高精度及适应性强等优点,受到各汽车厂家的高度重视。长安福特马自达从建厂初期就引进了福特成熟的激光焊接技术,极大地提高了车身的焊接质量。
激光焊是利用高能量密度的激光作为热源的一种高效、精密的焊接方法。随着航空航天、汽车、微电子等行业的迅猛发展,产品零件结构形状越来越复杂,人们对产品加工精度和表面完整性,以及生产效率、工作环境的要求越来越高,传统的焊接方法难以满足要求,以激光为代表的高能焊接方法得到广泛应用。激光焊接因具有高能量密度、可聚焦、深穿透、高效率、高精度及适应性强等优点,受到各汽车厂家的高度重视。福特工厂在20世纪80年代已广泛应用了该项技术,长安福特马自达从建厂初期就引进了福特成熟的激光焊接技术,极大地提高了车身的焊接质量。
激光焊的原理及特点
激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。按激光器输出能量方式的不同,激光焊可分为脉冲激光焊和连续激光焊(包括高频脉冲连续激光焊);按激光聚焦后光斑上功率密度的不同,激光焊可分为传热焊和深熔焊;在激光深熔焊中又分为对接焊(钎焊)和搭接焊,前者需要填钎料,外观美观。
激光焊的优势主要包括:激光焦点光斑小,功率密度高,能焊接一些高熔点、高强度的合金材料;激光焊是无接触加工,没有工具损耗和工具调换等问题;激光能量和移动速度可调,可实现多种焊接加工;自动化程度高,可以用计算机进行控制,焊接速度快、功效高,可方便地进行任何复杂形状的焊接;热影响区和材料变形小,无需后续工序处理;激光可通过玻璃,焊接处于真空容器内的工件及处于复杂结构内部位置的工件;易于导向、聚焦,实现各方向变换;激光焊接与电子束加工相比较,不需要严格的真空设备系统,操作方便;生产效率高,加工质量稳定可靠,经济和社会效益好。
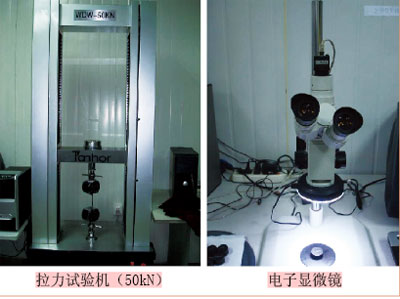
图2 激光焊接质量控制
激光焊接设备
激光焊接设备主要由激光器(固体、气体、半导体)、导光系统、控制系统、工件装夹及运动系统等主要部件和光学元件的冷却系统、光学系统的保护装置、过程与质量的监控系统、工件上下料装置及安全装置等外围设备组成。
1. 激光器
用于激光焊接的激光器主要有CO2气体激光器和YAG固体激光器两种。CO2气体激光器功率大,是目前深熔焊主要采用的激光器,但从实际应用出发,在汽车领域,YAG 固体激光器的应用更广。随着科学技术的迅猛发展,半导体激光器的应用愈加广泛,由于其具有占地面积小、功率大、冷却系统小、光可传导、备件更换频率和费用低等优点深受用户青睐,长安福特马自达工厂所使用的固体激光器和半导体激光器的技术参数比较如表所示。
2. 光导和聚焦系统
光导聚焦系统实现激光的传送、方向和焦点控制。光学镜片的状态对焊接质量有着非常重要的影响,因此要对光学镜片进行定期维护。
3. 焊接机器人
焊接机器人作为运动及控制系统,可精确控制激光焊接轨迹,并携带自动跟踪系统,保证焊接质量稳定、可靠。
激光焊的应用
长安福特马自达工厂采用激光焊接技术主要对车身顶盖与侧围的接合处进行焊接,并对车身的部分零件进行切割。采用激光焊后,可达到两块板材之间的分子结合,且板材变形极小,几乎没有连接间隙,从而将车身强度提升30%。此外,因激光焊形成的是连续焊缝,经过打磨器打磨后表面非常光滑、顺畅,在外观上比普通点焊更美观(如图1所示)。

固体激光器和半导体激光器的技术参数对比
1. 对接焊(钎焊)
在蒙迪欧致胜车型焊接中,我们采用了激光钎焊技术。以激光作为热源,以铜丝作为钎料,以机器人作为运动控制系统进行高效、洁净的焊接。激光钎焊系统的组成部分及功能主要包括:
(1)机器人(德国KUKA):控制运动轨迹、姿态和激光动作。
(2)送丝机(FRONIUS):激光铜焊所用焊丝由该设备控制,送丝速度、送丝开始和结束时间及预热参数等由机器人程序发给送丝机进行控制。
(3)激光器(德国LASERLINE):提供焊接所需的能量,最大输出激光功率为4kW,使用2 700W的能量进行焊接,双通道输出。
(4)冷却器(德国RIEDEL):对激光源冷却水进行降温,采用热交换器,其内部用的是“自来水”,激光源用的是蒸馏水,其热量通过车间循环水带走。
(5)聚焦系统(德国HIGHYAG):对光聚焦,含有防撞、机械定位等功能。
(6)焊接工件:激光铜焊采用对接焊,在中间补材料。
(7)测试夹具:当有焊接质量问题时,需在此夹具上焊接试件,调整到最佳状态。
激光钎焊采用的是对接焊,对程序调整和设备稳定性要求较高,极少的一点变动都有可能导致整车的报废。其影响质量的因素包括:激光头聚焦位置、机器人运行速度、送丝速度、预热电流及铜丝质量等。常见质量问题:漏焊、小孔、焊穿及焊丝熔化不全等。若长度小于100mm可用等离子MIG焊补(铜);长度大于100mm,则需采用激光补焊。
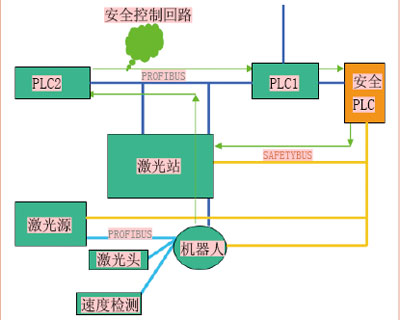
图3 总线设计
2. 搭接焊
该焊接方式主要用在VOLVO车型中,以激光作为热源,以机器人作为运动控制系统,无钎料,两板材结合方式为搭接。激光搭接焊系统的组成部分及功能包括:
(1)机器人(ABB):控制焊接运行速度,聚焦系统姿态、焊接参数等。
(2)聚焦跟踪系统(瑞典PERMANOVA):控制焊缝检测、轨迹引导和安全防护等。
(3)聚焦系统(瑞典PERMANOVA):调整光束,聚焦,与软件配合使用。
(4)工件:采用搭接焊。
(5)激光器(TRUMPF):提供焊接所需的能量。
(6)车身定位控制设备:对车身进行固定,由机器人用光电开关重新建立工件坐标系。
该焊接方式稳定性较高,工艺没有激光钎焊复杂,外观美观。
3. 激光焊接质量控制
为了保证每一台车的激光焊接质量都合格,长安福特马自达工厂拥有一套完善的质量检测控制体系。激光焊接质量控制主要由外观检查、晶相分析和拉力试验三大部分组成,各部分都有相应的检测指标及技术规格要求。
车体从激光焊工位传出后,由现场操作者对激光焊焊缝外观进行检查,如焊接不良则进行返修或报废。同时,每月抽检一个车进行破坏试验,并对激光焊焊缝进行晶相分析和拉力试验(如图2所示)。
激光焊常见的应用问题
1. 气孔、漏焊、焊穿
出现该问题的主要影响因素有:焊接压力(搭接焊)、保护气、焊接轨迹、聚焦位置及送丝系统(对接焊)。激光钎焊工艺较复杂,对技术要求较高,其发光、送丝和通电流的时间差要达到较好的配合,才能有效保证焊接质量的稳定。在顶盖与侧围结合的始端和末端处,如果出现无丝、丝过多和烧穿等问题,可调节程序中光、丝和电流的时间差来解决。
2. 中途停焊
目前,该问题在国内外汽车激光焊接的应用上普遍存在。总的来说,其影响因素主要分为软件和硬件两个方面。硬件方面主要包括:激光源、聚焦系统、光纤、冷却器、送丝机及机器人。软件方面主要包括:机器人程序、PLC程序、安全PLC程序、电压稳定性、激光程序、聚焦系统程序及轨迹跟踪引导程序。其中,PLC程序和电压稳定性对该故障影响较多,由于目前能源较紧张,且部分工厂在建厂初期未能将大功率设备与精密设备(控制系统)的电源线路有效分开,造成工厂内部电压波动较大,激光焊接设备不能正常工作,故障频率高。在编辑PLC程序时,因考虑了过多且部分不必要的互锁,造成外部条件出现极小变化,激光和机器人便停止工作。
3. 激光失控(安全)
在设计激光焊接设备总线连接时,要充分考虑到安全性,如果总线出现故障,机器人如何实现对激光的控制,停止激光?从图3可以看出,在PROFIBUS总线中,激光源作为机器人的子站,而机器人又作为PLC的子站。在SAFETYBUS总线中,机器人和激光源都作为安全PLC的子站。但该设计图有一个问题,由于激光源与机器人之间无总线看门狗,一旦机器人的总线出现一个闪断,机器人就会因诊断到自身总线错误停止运动,但激光无法得到机器人发给的停止信号,便会出现机器人停、激光不停的危险状态。为了避免此问题发生,可以采用如图3上绿线部分的措施,即通过机器人将信号传给PLC,再由PLC传给安全PLC,最后由安全PLC来停止激光;也可将激光源作为PLC的子站,直接由PLC来进行控制。
结语
激光焊接技术经过几十年的快速发展,已深入到包括汽车行业在内的多个领域。高效、快捷、自动一体化,使激光焊接技术占据了极大优势,但同时也暴露出一些问题,稳定性和成本方面与普通电阻焊相比,还有待提高。激光焊接技术在长安福特马自达工厂的应用,不仅提高了车体质量,使汽车品质更具竞争力,而且培养和锻炼了一批激光技术应用人才,为以后车型的激光焊接技术应用储备了能量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖