胶接、胶焊技术的应用与发展

为了改善点焊结构的疲劳性能、提高胶接接头性能的可靠性, 产生了胶焊工艺,即将电阻点焊和胶接复合起来的新工艺。胶焊工艺在汽车车身制造过程中主要用于镀锌钢板、铝合金的连接,并且还可实现现有连接工艺无法完成的异种材料的连接。
在一定条件下使两种零件获得具有足够强度的胶接接头的连接方法称为胶接技术。随着各类合成树脂和合成橡胶研制成功,胶接技术得到迅猛发展。电阻点焊技术和胶接技术已广泛应用于许多车身部件的连接。点焊结构具有重量轻、强度高和性能稳定的优点, 但点焊接头承载时在焊点处存在较大的应力集中, 搭接接头点焊存在附加力矩, 焊点区附近表面上还存在腐蚀问题, 这些不利因素导致点焊结构疲劳性能很差, 限制了点焊技术在汽车车身制造领域的应用。与此相反, 胶接接头具有优良的疲劳性能, 但其静载强度差,胶层的老化和脆化还会使接头力学性能进一步下降。点焊和胶接结构在力学性能上具有互补性。为了改善点焊结构的疲劳性能和提高胶接接头性能的可靠性, 产生了胶焊工艺,即将电阻点焊和胶接复合起来的新工艺。表1给出了点焊、胶接和胶焊工艺的对比分析。
胶接技术原理与应用
1. 胶的分类
汽车连接用胶按照其使用功能可分为:结构胶、非结构胶、特种胶(如导电、密封等)三大类。结构胶主要用来提高连接件之间的强度和减振性能;非结构胶主要用于提高接头的疲劳及耐腐蚀性能等;特种胶主要用于提高接头在点焊时的导电导热性及激光焊缝断焊区域的修补工艺等。
2. 涂胶设备
涂胶设备按照涂胶方式的不同分为手动涂胶设备和自动涂胶设备。手动涂胶设备通过手动控制实现涂胶过程,胶泵根据胶的属性分为加热型和非加热型两种,胶的挤出通过高压气体作用与压盘实现(如图所示)。自动涂胶设备通过PLC控制,通过机器人运行轨迹和涂胶量的控制实现涂胶过程。涂胶过程可控,可以满足复杂涂胶形貌的要求,如螺旋形涂胶等,且涂胶效率较高,易于控制。也可以通过快速涂胶转换接头实现多种胶型的自动控制。
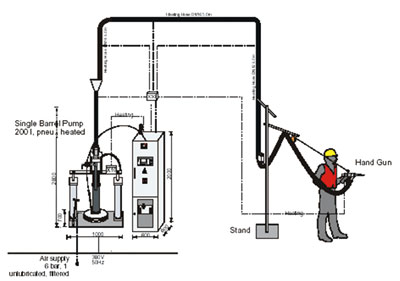
图1 涂胶设备
3. 胶接技术优点
汽车胶接技术与传统的连接方法相比有以下优点:
(1)工艺简单,不要求较高的加工精度。可采用与焊接、铆接、螺纹连接相结合的方式,从而获得综合的效果。除用于连接、密封外,还可用于焊接裂纹或焊缝断焊等缺陷的返修工作。
(2)可实现各种汽车金属材料部件之间的联接,亦可实现不同材料、不同厚度部件的连接。
(3)不仅提高车体的结构强度和刚性,还可避免因焊缝周围的应力集中所引起的疲劳裂纹。胶接面积大、应力分布均匀,可避免局部应力集中,延长使用寿命。
另外,连接件重量轻、外形光滑,具有较好的密封性、减振性,不存在电位差导致的电化学腐蚀,使用寿命长。
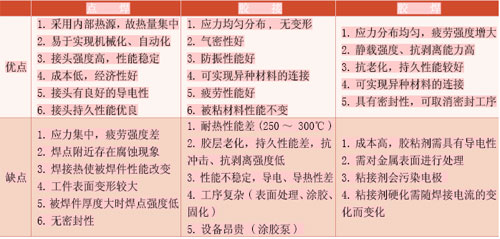
表1 点焊、胶接、胶焊的特点
4. 胶接技术应用
由于上述的种种优点,胶接技术在汽车工业中的应用非常广泛。举例来说:
(1)汽车车身结构的加强与减振
通过胶接技术进行车顶横梁和顶盖的连接、侧围与车体的连接、门盖内外板的连接以及翼子板与车体的连接等,不仅能提高车身的结构强度,而且大大提高了车身的减振性能和密封性能。
(2)汽车车身的压合件应用
对于车身门盖的内外板连接,一汽大众采用先进的机器人滚边压合技术,其中在内外板的压合部位采用了压合胶增加压合后的强度,通过中频适温固化工艺,提高门盖的整体刚性、密封性和减振性。
(3)修补
在车身制造过程中某些部位容易发生断焊等情况,使用传统的焊接等办法难以解决时,也常使用胶接技术对设备进行修复。如车身顶盖激光焊,在焊接过程中极易发生断焊等现象,如果通过弧焊或点焊等方法修理,不仅会污染车身,而且往往会损坏车身,使车身发生变形。如果使用胶接技术,在大众修复标准的范围内,可以实现快速修复,得到很好的修复效果。

表2 一汽大众某车型涂胶数据统计
表2给出了一汽大众在某车型车身制造过程中所需要胶接的技术参数。在胶接过程中必须明确所用胶的各种物理化学参数,以充分利用胶的属性,实现胶的最佳力学性能。
胶接接头的质量检测胶接构件的检验方法分为破坏性检验和无损检验两大类。汽车车身破坏性检验常用的检验方法有:正拉强度实验、剥离强度测试、劈裂强度测试和剪切冲击强度实验等;无损检验常用方法有:超声诊断、声阻诊断、X射线透视诊断和激光全息诊断。一般这些方法不适合现场使用,通常用于胶性能的综合评价。
胶焊技术原理与应用
1. 胶焊技术原理
胶焊是为了提高点焊接头的疲劳性能和胶接接头性能的可靠性。对工件点焊部位进行表面清理,然后涂胶搭接,将被连接件胶接在一起,随后在点焊机上对其进行点焊,点焊工艺参数根据所用胶的种类不同而有所不同,最后对接头进行固化处理。这种胶焊工艺要求胶具有合适的粘度,既要保证不产生流胶,还要保证形成焊点的部位胶易于排除胶。接头中由于存在焊点,弥补了胶接接头高温性能差、疲劳强度低、胶层易老化和性能不均匀等缺点。胶焊接头中的胶使焊点附近应力集中减小,接头强度提高,尤其是疲劳性能得到很大改善,胶层还阻止了腐蚀介质与焊点区域的接触,腐蚀速率显著降低,消除了点焊搭接区的腐蚀问题,胶还能提高接头的噪音阻尼特性,使胶焊结构具有优良的声学性能。这样,胶焊接头不仅具有静强度高和可靠性好的优点,而且具有胶接接头良好的疲劳特性和密封性。
2. 胶焊工艺参数
表面处理是影响胶焊质量的主要因素,必须与点焊工艺相适应, 即要兼顾表面的耐久性和焊接性。否则不仅起不到良好的去除杂质的作用,影响胶接质量,而且在焊接时还会出现飞溅,焊接性差。
胶应具有合适的粘度,在一定的电极压力下,胶应能被容易地从电极下方排除,以保证电流顺利流过。在电极压力低且胶层厚时, 电极下方的胶粘剂不可能被完全排除,胶需具有一定的导电性,且与两电极间电流的相互作用要尽可能小,否则绝缘胶会阻止电流流过被焊件,使点焊不能进行;较高电极压力下,电极间虽然可以导通,但界面上接触电阻大,金属飞溅现象严重,接头质量很差。
焊接电流、焊接时间和电极压力是决定胶焊接头焊点质量的三个主要参数。
(1)焊接电流和通电时间
如果点焊工艺中的焊接电流小、焊接时间短,会导致焊点尺寸和熔深不足,接头中还会存在气孔和夹杂。焊接电流大和焊接时间太长,则发热量过大,会对热影响区附近胶层产生热损伤和金属飞溅。对低碳钢板进行胶焊时,熔核开始形成的电流值和金属飞溅开始发生的电流值都比单纯点焊时的电流值低。胶焊接头中胶的存在,导致胶焊时接触电阻比单纯点焊时的大,在较小电流下会使金属熔化,开始形成熔核。相同的电流密度下, 胶焊工艺所形成的焊点直径大于点焊工艺所形成的焊点直径。
(2)电极压力
电极压力将电极下端的胶挤出,以便于电流的顺利流过。胶焊接头中的胶使接头中的接触电阻加大,易发生金属飞溅而降低接头的强度,并在接头中产生能加速接头腐蚀的微孔。
为了减少接触电阻,应增加挤压时间或提高电极压力。因此,在将胶挤出过程中应采用高的电极压力并减小接触电阻,而在点焊过程中应降低电极压力以避免过深的电极压痕。相同的焊接时间下, 电极压力与电流值的关系为:电极压力越大,焊点开始形成和飞溅开始发生的电流值越大,这是高电极压力下的低接触电阻所造成的。相同的电极压力下,胶焊的可焊电流范围比点焊的小,发生飞溅所需的电流值也较点焊的小。
3. 胶焊过程中胶对结晶过程的影响
焊点结晶后,晶粒尺寸越小,则单位体积内的晶粒数目越多,组织越细小,材料的力学性能越高。结晶后的晶粒大小与长大速度、形核率有关。长大速度越小、形核率越高,晶粒越细小。在胶焊过程中,对于易形成粗大柱状晶组织的焊接接头,通过在胶中加入一定量的孕育剂或变质剂,可以在一定程度上控制晶粒的尺寸和形状。
所谓变质处理就是在胶中加入变质剂,以提高形核率或降低长大速度,从而细化金属点焊接头的组织。如在胶中加入一定的稀土元素等,在一定程度上可以改变点焊熔池的形核率,从而降低晶粒的尺寸。孕育处理是将一定的孕育剂加入胶中,在结晶过程中可以改变晶粒的结晶形态,促使更多等轴晶粒的形成,提高接头的焊接质量。
4. 胶焊的应用现状及发展趋势
胶焊工艺在汽车车身制造过程中主要用于镀锌钢板、铝合金的连接。同时,在异种材料的连接上应用潜力很大,可实现现有连接工艺无法完成的异种材料的连接。胶焊技术在汽车工业领域的应用也日益广泛,汽车车身制造中已经采用了胶焊技术,日本已生产出全胶焊连接的汽车车身。
结论
随着科技的进步和经济的发展,胶接正在越来越多地代替点焊连接,从而也为简化工艺、减轻劳动、节约能源和降低成本带来了更多的可行性方案。胶焊技术的研究涉及高分子化学、物理化学、界面科学和材料科学等领域,是一门多学科交叉的焊接新技术。目前,胶焊工艺中还存在很多问题,随着对其研究的深入和发展,胶焊技术必将在汽车制造领域有着更为广泛的应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖