浅谈汽车涂装柔性化生产

图1 “C”形吊具
柔性化生产关系到企业新产品投放市场的速度、新产品开发投资成本,也会影响整车的单车制造成本,在竞争日益激烈的汽车制造行业,柔性化生产应用的好坏直接关乎一个企业的生存和发展。
一般来说,现代化的涂装车间投资成本在汽车制造厂冲、焊、涂、总四大工艺车间中投资成本最高,且涂装生产柔性化在四大工艺中最好,易实现多平台、多品种的产品混线生产,因此各公司在开发一款新产品时,一般规划该车型量产后在已有涂装车间混线生产。由于我公司开发新车型品种多、速度快,致使推出的部分新车型无法在现有涂装线上实现混线生产。本文从生产线规划设计和产品设计结构要求两方面对多车型涂装柔性化生产进行介绍。
生产线规划设计考虑
从多车型混线生产角度考虑,新涂装线方案规划和设计时需要重点注意以下几个方面:
1.产品信息收集和分析
在生产线规划时常出现由于对该线未来生产产品信息掌握不全,导致在生产线建成投产后,后期部分车型无法在该线生产。因此,在进行新涂装线规划时,要充分收集和了解该生产线即将或未来几年内要生产的产品相关信息,如产品定位、产品开发计划、产品(白车身)材料/尺寸/重量信息、产品(白车身)电泳/喷漆面积参数等,方案规划时要尽可能考虑所有产品生产的可行性,以便使后期开发新车型时涂装投资成本尽可能少。
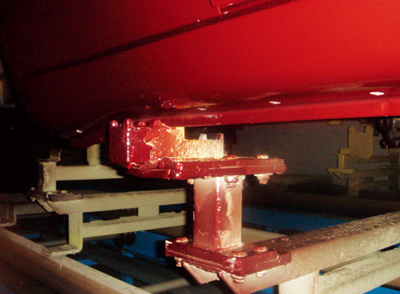
图2 车身裙边承载
2.工艺、设备参数设计及预留
在做生产线方案设计时,工艺及设备(工艺设备、输送设备和非标设备)参数设计要考虑产品的几个“极大值”,白车身最大尺寸、最大重量、最大喷漆面积以及最大电泳面积等。工艺布置要预留后期可能增加的工位或设备空间,如预留可能增加的外来车身上、下线工位空间,新增喷涂机器人空间等。
3.输送方式选用及输送载体(吊具、台车和滑橇等)结构设计
当一条生产线工艺方案确定后,制约多车型混线生产的最大因素就是输送系统,包括输送方式选用、输送载体结构设计、不同输送单元间转挂方式选用等,下面举例说明几种柔性化好的生产方式。
(1)门式吊具带橇生产方式。常见的前处理、电泳输送方式中采用门式吊具作为输送载体的有自行葫芦输送系统、空中悬链、空中推杆积放链等。门式吊具一般采用设置前、后定位销或支撑块的方式来承载车身,当生产车型较多时,吊具上布置的定位销或支撑块也相应增加。由于吊具结构复杂,车身底板结构多样,导致车身在电泳下件转挂工位(车身由电泳吊具转挂到烘干用台车/滑橇)容易出现吊具、烘干台车/滑橇、车身及转挂设备间的相互干涉。这是制约采用门式吊具作为输送载体的自行葫芦、推杆链等输送系统柔性化不好的重要原因。
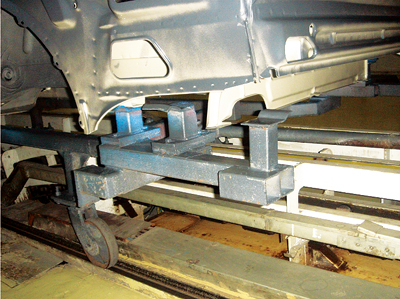
图3 底板纵梁承载
目前国内汽车涂装生产线在前处理、电泳工位有采用门式吊具带橇作为输送载体的输送方式,即将车身固定于滑橇上,滑橇再和吊具固定在一起,当车身完成电泳后,橇体和车身整体与吊具脱离后进入电泳烘干线,解决了门式吊具在电泳下件转挂处柔性化差的问题。
(2)“C”形吊具的应用。“C”形吊具的发明和应用对涂装柔性化生产的发展起到了重要作用,“C”形吊具因其特殊的结构使得车身在不同输送单元间的转挂变得方便,适合应用于多车型生产线的输送系统,如图1所示。
(3)输送载体与车身的接触方式设计。车身与输送载体接触方式一般有孔定位(即载体的定位销与车身工艺孔配合)和面定位(即载体的托块与车身某承载部位接触),在满足工艺要求的前提下,载体结构设计采用面定位比孔定位的柔性化好。
车身承载部位的选择也会影响载体的柔性化,承载部位可选择车身侧裙边、底板纵梁、横梁及其他强度较高的部件,如图2、图3所示。一般来说选用侧裙边作为承载部位而设计的载体结构柔性化最好,我公司某涂装线采用车身裙边作为承载部位而设计的载体结构可满足十多款不同平台的车型混线生产。
(4)活装支架、定位销的应用。活装支架、定位销即用于承载车身的支架、定位销与载体本体间方便安装、拆卸。生产不同车型时,在载体本体上安装相应的支架、定位销即可。
采用活装支架、活装定位销的生产方式在国内的涂装生产线上均有应用,运用此生产方式要着重注意支架、定位销的清洁和管理,该生产方式较适合多品种、小批量、节拍不太快的生产线。

图4 两种转接设备比较
(5)不同输送单元间转挂方式选用。车身转挂在涂装车间出入口、涂装车间内部多处发生,如电泳车身下件转挂、底板喷胶前、后转挂,转挂方式和设备的选用对整线的柔性化影响很大。以白车身焊、涂转挂为例,采用抱臂式转接设备的柔性化就不如叉臂式的好(图4)。
4.车型识别技术选用
除了输送系统是影响生产线柔性化的重要因素外,车型识别系统的设计对生产线柔性化的影响也很大。对于自动化程度较高的涂装线,车型识别系统贯穿于生产线的很多工位,当生产车型种类增多时,对识别系统的要求也提高,因此,生产线设计时要在考虑投资的情况下尽量选择可扩展性强的识别技术。
产品设计结构考虑
当公司开发的新车型平台多、品种多时,车身的结构设计标准化有助于生产线的柔性生产。以下仅从涂装柔性化生产考虑,对车身结构设计提出如下建议:
1.同平台车型底板结构共用
为使生产线输送载体结构尽量简单,同一载体能够满足更多车型的输送要求,建议同平台车型底板结构尽量共用。
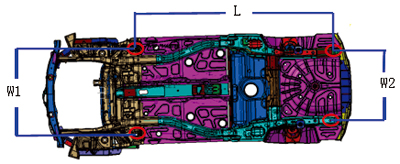
图5 车身前后定位孔X、Y向信息
2.与生产线输送载体配合的车身承载面、孔的要求尽量一致,前、后支撑面、支撑孔位布置标准化。以车身前后均用孔定位的承载方式为例说明如下(图5、6)。
当车型种类较多时,根据车身尺寸大小,要求上面两图中的L、W1、W2、H4个参数值标准化。

图6 车身前后定位孔Z向信息
3.定位孔结构及参数标准化
(1)所有定位孔孔径尺寸标准化。
(2)定位孔若有翻边,则翻边高度值标准化。
(3)定位孔要有足够的强度,能满足车身运行安全要求。
(4)定位孔深度要求能满足吊具滑橇支点锁紧要求。
(5)为满足车身与滑橇/吊具支点锁紧要求,支点孔周围尽量避免有突出件。
4.车身裙边结构及强度标准
在前文中已提及,采用车身裙边作为承载部位的生产方式柔性化较好,这里对车型裙边设计提出强度和结构要求:
(1)裙边设计要有足够的强度,能满足运行时承载白车身不变形的要求,且要求裙边在车身转挂过程中受a=5/9+9.8(m/s2)加速度冲击不变形。
(2)建议裙边的R角切除,内外板边沿高度相同。
结语
柔性化生产关系到公司新产品投放市场的速度、新产品开发投资成本,也会影响整车的单车制造成本,在竞争日益激烈的汽车制造行业,柔性化生产应用的好坏直接关乎一个企业的生存和发展。汽车涂装作为汽车制造的重要环节之一,涂装生产柔性化应用的好坏对公司的整体竞争力起到重要的作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖