总装生产线中安灯系统的建设与应用
近年来,随着汽车制造企业总装输送线年产量的不断提高,安灯系统得到广泛应用。它不仅能够实时显示当前的计划产量、实际产量、进度及时间,使管理人员随时了解生产状况,而且具有快速显示生产异常工位、减少问题产品等诸多优点。
安灯系统的作用和目的
安灯系统主要应用于规模化、劳动密集型企业。近几年,尤其是2005年以来,国内各汽车制造厂的单条总装输送线逐步超过了年产10万、15万、20万辆甚至更高,安灯系统因此得到广泛应用。同时,随着系统功能的日趋增强、系统反映速度的提高以及其运行更加稳定可靠,也加速了该系统的推广使用。特别是新建生产线,安灯系统随线同时建设。
1. 安灯系统的作用主要表现在以下几个方面:
(1)实时显示当前的计划产量、实际产量、进度及时间,使所有人员,特别是管理人员随时了解生产状况;
(2)快速显示生产异常工位,加快问题处理速度,减少停线次数;
(3)快速显示设备、主线故障及报警,使维修人员快速准确到位抢修设备;
(4)在紧急情况时,可以立即停线,并能快速恢复生产线的运行,没有到控制柜复位的操作要求;
(5)在异常得不到解决时,能使输送线停止在工位末端,预留处理时间,把异常的损失减小到最小;
(6)当检查工位发现产品出现质量问题时,能在较短时间内召唤到责任人员,减少问题产品;
(7)记录各种生产信息、生产异常信息、设备运行等信息,可形成报表,便于检索考核,用于各类管理人员分析对策;
(8)提供可远程监控、数据共享的功能,方便各类管理人员查看当前状况、了解和查寻历史数据。
安灯系统的应用发展过程
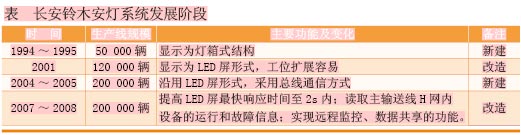
重庆长安铃木汽车有限公司自1995年建线之初,就使用了安灯系统,通过10余年的改造提高,安灯系统的应用功能日趋完善。具体的发展阶段如表,供业内同行参考。
安灯系统主要设备的配置与布置概述
1. 图1为典型的轿车总装工艺流程,其中,总装生产线上有100个主线工位、35个分装线工位。
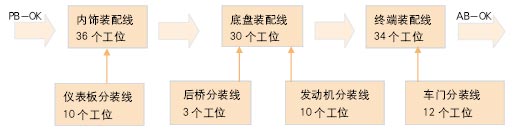
图1 轿车总装工艺流程图
2. 通常情况下,安灯系统主要设备的布置如下:
将安灯系统的报警开关在主线工位、后桥分装线工位、发动机分装线工位左右两侧各设置1套拉线开关(红、黄2色各1个);对仪表板分装线工位和车门分装线工位则采用单侧布置报警开关的方式。
安灯显示屏的配置,目前大多使用三色LED屏。在总装主线上设置双面屏,悬挂在主线外侧的中部位置,屏幕尺寸大小视现场情况而定,以在最远工位可看清屏幕上文字为确定依据;选型时也要注意选择标准的LED屏幕尺寸,不要使用非标规格。在各分装线上,以设置单面屏居多,根据线体的布置形式,也有局部使用双面屏的。另外,根据使用需要,另配置2~3张功能屏,用于悬挂在办公室、现场办公区,供管理人员、保全、资材等人员监控实时生产进度、设备故障信息使用。除功能屏外,每个显示屏均配置一盏红色和一盏黄色旋转灯以及报警喇叭(可以多装1个做备用),供发出报警声响之用。
安灯系统上位管理计算机最好设置2台,其中一台主机是服务器的配置,两计算机可短期内相互备用。
在主线上的各检查工位处,设置1块小型的触摸屏,用于出现质量问题时方便装配质量检查人员在较短时间内召唤到责任人员来迅速处理,提高下线合格率。
在主线上要设置若干个主线暂停按钮,平均5~7个工位设置一个。
安灯系统网络结构
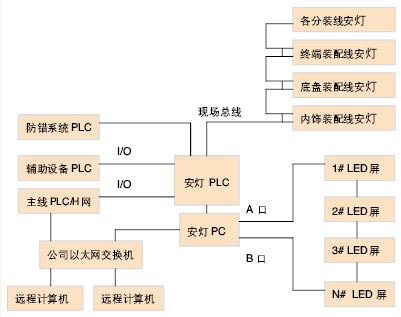
图2 安灯系统网络结构图
安灯系统的现场控制部分为现场总线的网络结构,在每一条生产线上根据工位多少安装数个远程输入模块,单个远程模块发生故障并不影响其他模块的运行。安灯现场主站PLC与安灯PC,安灯PC与公司内部之间为以太网的网络结构形式;安灯PC与LED屏之间为RS485现场总线,保证大数据量的传输畅通和播放速度要求。安灯系统与主线PLC、辅助设备PLC等设备的输入输出的信号采用无电压触点(I/O无源触点),即使安灯PC出现故障,也不会影响安灯PLC与设备的连锁运行。
安灯系统及外围设备、设施组成
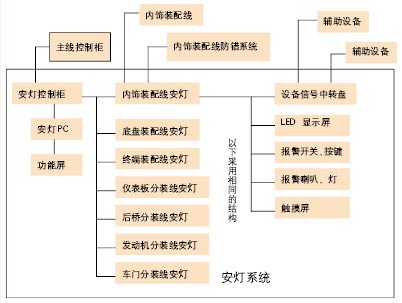
图3 安灯系统及外围设备、设施组成框图
原则上,安灯系统及外围设备、设施组成采用沿各主线/子线分散式的系统,其中一旦出现问题也不会影响其他线的安灯设备,无论是增加信号、布局变更等所有变化均不用改造。
安灯系统建设中几个关键部分的技术细节
1. 呼叫/停止拉线开关
设置在主线两侧拉线开关也称黄红灯开关,用于操作者在工位出现异常时拉动来实时报警。拉黄灯开关即为呼叫,拉红灯开关即为(定位置)停止。目前,由于生产节拍的加快,黄红灯开关又变为黄灯开关为(定位置)停止,红灯开关为(暂)停止,有取代暂停按钮的趋势。“(定位置)停止”是指将生产线停止在规定的位置,通常指当前工位的末端位置。
拉线开关(或按键)的使用数量巨大,同时操作者在紧张作业状态下手力会较大,拉线时会直接造成开关机构的损坏,所以其可靠性非常重要。普通的拉线开关(或按键)均无法满足使用要求,需要开发专用拉线开关盒,将微型行程开关安装在盒内,拉线拉动凸轮拉杆,凸轮碰撞行程开关,则行程开关接通一次,输出一24VDC的脉冲信号。工业用行程开关性能稳定,基本上没有维修量。拉线开关盒同时配置黄红柱型指示灯,可以方便地确定报警位置。
2. 与主线的信号通信和处理
安灯系统与主线的信号连接和处理是一个关键问题,会影响到主线的安全正常运行,以及主线的开动率。鉴于该问题的重要性,部分总装厂在进行生产线建设时常常会将主线和安灯系统的建设一起包给输送线制造公司,而由于安灯系统建设不是输送线制造公司的专长,其往往会外包给机电一体化的专业公司,这样的公司与输送线制造公司间是随项目结成的松散联盟,联盟关系会随项目的结束而减弱,如果再加上距离总装厂路途较远,对安灯系统的使用维护和升级都会有影响。因此,安灯系统的建设由总装厂直接委托给机电一体化的专业公司来建设应是一个较好的选择方式,制造成本也会降低;这样,总装厂的工程技术人员在协调安灯系统与主线信号的处理问题也尤为重要。
目前为止,安灯系统与主线的信号通信和处理采用了两种(用A种和B种做表述)并行的方式。首先要确定主线各控制柜中PLC是否建立有主线的设备总线网络,如果有设备总线网络,安灯系统只与总线网络中指定的1台PLC进行通信即可;如果没有设备总线网络,则安灯系统需要分别与主线各控制柜中的PLC进行通信。
A种方式是安灯系统与主线控制系统的信号连锁连接采用I/O硬接线的方式,同时需要双向通信。这样的通信方式故障率极低、接线简单、检查操作简单,可以满足主线的安全正常运行。根据I/O连锁信号概要图,可以确定I/O点的大致数量,选择相应的通信模块及安灯PLC的配置。
B种方式是在主线控制柜中增设以太网通信模块,实现与安灯PC的通信。通过安灯PC读取主线设备的设备故障信息,根据需要进行显示和存储,用于对设备故障的紧急处理以及为日后汇总分析提供帮助。这是对A种方式的一个补充,增强安灯系统的管理功能。
3. 与辅助设备的信号通信和处理
图4中标出了安灯系统与辅助设备的I/O连锁信号概要(A种方式),是否进行B种方式的通信可根据该辅助设备的需要来确定。特别指出的是,出于运行安全考虑,辅助设备与主线连锁信号不要进入安灯控制柜,而应由辅助设备控制柜与主线控制柜间单调连接。
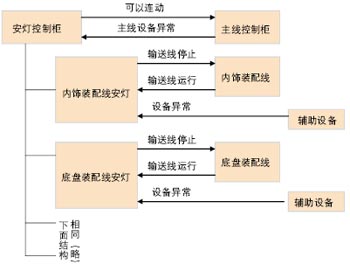
图4 安灯系统与主线、辅助设备I/O连锁信号概要图
4. 计划与实际生产数量的处理
安灯系统的LED显示屏会显示实时的计划和实际生产数量,如果总装厂有ERP系统,则安灯系统可通过公司以太网去实时读取相关的信息来显示;如果总装厂未建ERP系统,实时的计划数就需要根据工作时间、当班总产量等信息通过程序中运算,从而得到计划数来显示,实时的完成数一般是通过在车辆下线扫描器对下线条码的扫描,累加下线数量获得的。

5. 安灯系统PC管理软件应具备以下基本功能
(1)监控实时生产线工况画面
将输送线的工艺流程简要如实地反映在计算机的监控屏幕上,将生产线的各工位状况反映在流程图上,报警用闪烁指示灯给出,形成动态的画面,使现场的工作状况一目了然。
(2)实时显示所有异常信息
将安灯系统内部,以及通过与主线、辅助设备、防错系统等通信获得的各类异常信息进行实时显示,使管理人员及时了解异常内容。

(3)具有统计、汇总、检索、查寻、输出等功能
开发的查询统计软件,对数据库的数据进行查询,可以形成不同的图表:如报警明细表、报警统计图表、设备问题汇总表、设备运行及故障情况统计表、停线时间记录统计表、停线时间对比表、比例汇总表等,并且通过不同的权限查询不同内容。统计数据要输入原因,能够编辑。
(4)可以对LED屏的播放内容、范围进行控制
针对不同位置上的LED屏,可以设定显示信息的类型、屏幕布局的格式、字体大小颜色、不同的屏号、触摸屏的管理等内容。
(5)具有系统自诊断功能
系统设备硬件故障诊断包括对计算机、外围设备、通信接口、通道等运行情况进行在线和离线诊断,故障点可诊断,并可诊断到各模块的输入输出点。对冗余的系统设备,当诊断到主用设备故障时,能自动发出信号并切换到备用设备。当诊断出外围设备故障时,能自动将其切换并发出信号。软件故障诊断能对计算机系统各软件进行在线诊断,诊断出故障软件功能块并发出报警信息。在系统进行在线诊断时,不应影响计算机系统对各设备的监控功能。
(6)其他功能
安灯系统还具有一些附加的功能,如通过LED屏发布通知、宣传标语的功能;安装音乐喇叭后进行工间作息时间铃声的发送等。
结语
综上所述,安灯系统的设置应尽可能降低对主线的影响,也就是说,特殊情况下,安灯系统出现故障并短期内无法修复时,主线应能够在不与安灯系统连锁的状态下运行。安灯系统PC出现故障的频率较PLC高很多,安灯系统的PLC在安灯PC出现故障的情况下,应可以继续运行,同时具有与主线连锁的功能。信息在安灯显示屏上的反映时间(2s以内)非常重要,主要受数据量及发送形式、播放系统的网络端口及网络结构、播放软件、显示屏的接受等因素影响,这应是设备验收的一个重要考核指标。此外,随着成本的下降,安灯显示屏呈现出由LED屏向液晶屏发展的趋势。
本文中如有错误或需要探讨之处,请各位业内同行指正,以利共同提高,共同为我国汽车制造业的发展贡献力量!












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖