曲轴止推面磨削烧伤工艺分析

曲轴止推面一个显著特点就是其接触面积比其他轴颈侧面大很多,各项精度要求也很高。目前,止推面磨削烧伤是曲轴生产中普遍存在的缺陷。
曲轴是发动机中的重要零件之一。其形状特殊、又细又长,所用材料加工性能差,加工工艺繁多。如图1所示为某轿车发动机曲轴的设计图。
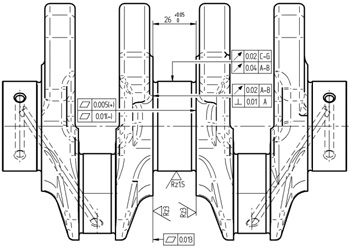
图1 某轿车发动机曲轴
从图1中可以看出,止推面(止推轴颈和宽度)的显著特点就是接触面积大,各项加工精度要求高。随着加工精度要求的不断提高,止推面的磨削烧伤成为了普遍存在的缺陷,尤其是在成形磨削过程中。磨削烧伤破坏了表层金相组织,使表层金属强度和硬度降低,严重影响了止推面的耐磨性和曲轴使用寿命。
止推轴颈的圆跳动对由两端主轴颈组成的公共轴线的圆跳动公差为0.04,对相邻两轴颈的圆跳动公差为0.02;止推颈宽度为260+0.05mm;止推面左侧面要求对公共轴线的跳动公差0.02,垂直度公差0.01,平面度公差0.013;止推面右侧面要求平面度公差要求外凸不超过0.005,内凹不超过0.01;止推轴颈表面粗糙度Rz1.5μm,止推面表面粗糙度Rz3μm,止推轴颈的直径为φ50mm,止推面外径为φ85mm,其面积高达单侧3 848mm2。在大批量生产的条件下,要想止推面(包括止推轴颈)达到如此高的精度,单靠普通的磨削工艺是很难实现,应该使用高精度的数控磨床磨削,并且采用一系列的严格措施才能满足图纸要求。
我公司在曲轴加工过程中,碰到了止推面磨削烧伤这样的加工缺陷,虽然各方面尺寸和形状位置公差达到了图纸要求,但是曲轴止推面烧伤缺陷却始终难以解决。通过调查研究,我们从理论和实践两个方面进行攻关,最终解决了这个问题。
磨削烧伤
磨削表面质量包括磨削表面粗糙度和磨削表面层的物理机械性能两方面。因为磨削加工时磨粒对工件的作用包括滑擦、刻划和切削,并且大多数磨粒是负前角和小后角,所以在整个磨削过程中,会产生大量的磨削热,使磨削区的瞬时温度可达1 000℃左右。这样高的温度会使工件表面层的金相组织发生变化,造成磨削烧伤。
磨削烧伤会破坏曲轴止推面表层金相组织,使表层金属强度和硬度降低,并伴有残余应力产生,甚至出现微观裂纹,而使工件表面质量恶化,严重地影响曲轴止推面的耐磨性和使用寿命。这种磨削烧伤在砂带抛光时无法去除,因此必须避免磨削烧伤。
在磨削淬火钢曲轴止推面时,可能产生以下3种烧伤:
1.回火烧伤
如果磨削区的温度未超过淬火钢的相变温度,但已超过马氏体的转变温度,止推面表层金属的回火马氏体组织将转变成硬度较低的回火组织(索氏体或托氏体),这种烧伤称为回火烧伤。
2.淬火烧伤
如果磨削区温度超过了相变温度,再加上冷却液的急冷作用,表层金属发生二次淬火,使表层金属出现二次淬火马氏体组织,其硬度比原来的回火马氏体的高,在它的下层,因冷却较慢,出现了硬度比原先的回火马氏体低的回火组织(索氏体或托氏体),这种烧伤称为淬火烧伤。
3.退火烧伤
如果磨削区温度超过了相变温度,而磨削区域又无冷却液进入,表层金属将产生退火组织,表面硬度将急剧下降,这种烧伤称为退火烧伤。在曲轴成形磨削中,多属于此种烧伤。
改善磨削烧伤的途径
磨削热是造成磨削烧伤的根源,故改善磨削烧伤有两个途径:一是尽可能地减少磨削热的产生;二是改善冷却条件,尽量使产生的热量少传入工件。
1.有沉割槽的曲轴止推轴颈
在图2中,曲轴止推轴颈有较深的沉割槽,而沉割槽已在以前工序加工好,在磨削时不用磨削沉割槽,只需磨削止推轴颈和两个止推面。在这种情况下,即使是使用成形砂轮磨削,只要使用强力冷却、合理的磨削余量和选择好砂轮参数,一般情况下可以避免磨削烧伤缺陷的出现。在使用窄砂轮磨削止推轴颈时,可采用的方案是:调整程序和砂轮的角度磨削,使砂轮从轴颈的右侧以斜切方式进入,磨削至要求尺寸,再快速沿原角度方向斜退出;使砂轮从轴颈的左侧以斜切方式进入,磨削至要求尺寸,再快速沿原角度方向斜退出;使砂轮从轴颈的中间快速切入磨削至要求尺寸,再快速退出。在上述磨削时,要应用强力冷却。至此,止推轴颈及两侧面磨削完毕。
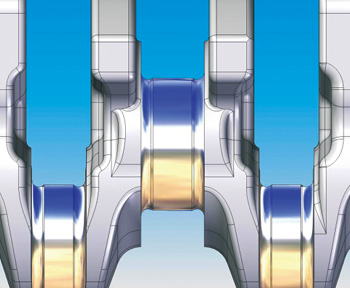
图2 曲轴止推轴颈带有沉割槽
2.无沉割槽的曲轴止推轴颈
图3所示曲轴止推轴颈无沉割槽,在磨削时需磨削止推轴颈和两个止推面,另外还有两个成形圆角。在这种情况下,即使是使用窄砂轮磨削,使用强力冷却,也很难避免磨削烧伤缺陷的出现。下面分两种磨削方式来分述解决方案:
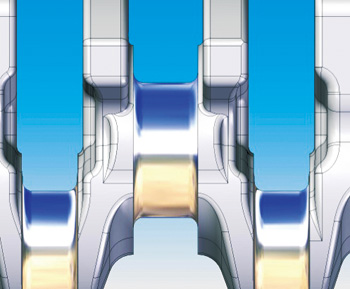
图3 曲轴止推轴颈不带沉割槽
(1)成形磨削。在成形磨削中,其产生烧伤的主要原因是磨削热的大量积累和冷却液无法进入而造成的退火烧伤,退火烧伤造成曲轴止推面硬度下降,表层产生退火组织,止推面的耐磨性变差,严重影响发动机的运行稳定性。根据其造成烧伤的主要因素,我们分别从3个方面入手:选择合适的砂轮、选择合理的磨削余量和改善冷却条件。
①选择合适的砂轮。淬火钢曲轴止推面硬度高、面积大,砂粒易磨钝。为了避免砂粒磨钝而产生大量磨削热,砂轮硬度宜选软些,以便磨钝的砂粒及时脱落,保持砂轮的自锐性。组织较软的砂轮气孔多,其中可以容纳切屑,避免砂轮堵塞,又可将冷却液或空气带入磨削区域,从而使磨削区域温度降低。
在保证曲轴止推面粗糙度要求的前提下,宜选择较粗粒度的砂轮,以达到较高的去除比率;另外,砂轮必须精细地平衡,以便砂轮工作时处于良好的平衡状态;砂轮必须及时修整以保持其锋利;影响砂轮修整频次的因素很多,包括被磨材料的纯度和类型、冷却液的净度等;修整砂轮的金刚石支座必须牢固,若金刚石表面上有0.5~0.6mm的磨损量,标志金刚石已磨钝了,应及时更换;严格控制砂轮传动系统及砂轮心轴的间隙;砂轮传动带松紧调整合适。
②选择合理的磨削余量和磨削参数。在生产实践中,常以提高工件速度,减少径向进给量来减少工件表面烧伤和裂纹。有一种经验为0.1mm磨削法,即在最后加工的0.1mm余量中,逐渐减少进给量,可以去掉前两次磨削行程中产生的表面损伤层,以减少磨削烧伤。
根据以上理论,我们在生产实践中采用曲轴止推轴颈多工序磨削,分为粗磨、半精磨和静磨等工序。经过多工序磨削后,曲轴止推轴颈直径余量为0.15~0.25mm,止推面单边余量为0.04~0.07mm,成形磨削再配以强力冷却等措施,可有效避免烧伤缺陷的产生。值得一提的是,选择合理的磨削余量,还可以防止止推面出现喇叭口形状(因防止烧伤,一般选择较软的砂轮,余量太大,磨粒脱落较块,容易出现锥面)。
③改善冷却条件,实施强力冷却。冷却液必须有效充分,冷却液必须喷到磨削区域;流量一般为40~45L/min,以实现充分冷却;压力一般为0.8~1.2N/mm2,以冲去粘在砂轮上的切屑;保持冷却液的纯净,妥善地过滤,以清除冷却液的切屑、磨粒等脏物;冷却液的容器要足够大,以免掺入过多的气体或泡沫;防止冷却液的温度急剧升高或降低,一般控制冷却系统的容积和工作间的室温,就足以控制冷却液的温度,然而在特殊储况下应当使用散热器。
(2)窄砂轮磨削(砂轮宽度低于止推轴颈档宽尺寸)。在使用窄砂轮磨削中,成形磨削采用的防烧伤措施均可应用于此种方法的磨削,只不过窄砂轮磨削在砂轮进给方式上可有更多的选择。一种是径向切入法磨削,此种磨削如调整不当可造成前文所述的喇叭口形状;另一种是斜切方式磨削,第一步,使砂轮从轴颈的右侧以斜切方式进入,磨削至要求尺寸,再快速沿原角度方向斜退出;第二步,使砂轮从轴颈的左侧以斜切方式进入,磨削至要求尺寸,再快速沿原角度方向斜退出;第三步,使砂轮从轴颈的中间快速切入磨削至要求尺寸,再快速推出。其工序磨削余量和冷却方式与成形磨削采用一致的参数。
结束语
在借鉴国内外相关资料的基础上,本文结合生产实践提出了解决曲轴止推面磨削烧伤的办法,对提高产品质量,优化工艺参数有一定的帮助。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖