在规划阶段提升冲压件的钢材利用率
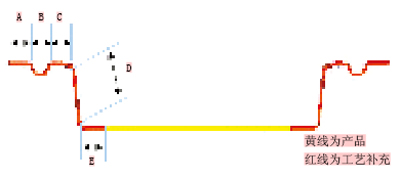
图1 合理的工艺截面
在白车身的组成中,冲压件占95%以上,所以提高冲压件的钢材利用率对降低成本、提升经济效益具有十分明显的效果。对此,在规划阶段就应从产品设计、工艺方法、新技术新材料应用等方面着手,努力提高钢材利用率。
汽车行业是钢材的消耗大户,近年来我国汽车企业每年消耗约2000万吨钢材,而且还在以两位数的百分比逐年增长。在国际原材料价格不断上涨而汽车价格不断降低的形势下,汽车行业的利润空间受到很大程度的影响,节约资源、提高效率、降低成本是每个企业的必行之路。
在汽车生产的原材料中,钢铁的比重占总消耗量的60%~70%,而且在生产过程中被消耗的钢材中,只有一部分直接转移到产品中去,构成产品实体,其余部分就变成了废料。因此,通过各种工艺改进来提高钢材的利用率是汽车企业降低成本的一个有效途径。
图2 模中模技术
从车身重量上看,轿车白车身占整车的30%~50%,载重车白车身占整车的20%~30%;从制造成本上看,轿车白车身占整车的40%~60%,载重车白车身占整车的15%~30%。在白车身的组成中,由于冲压件占95%以上,所以提高冲压件的钢材利用率对降低成本、提升经济效益有着十分明显的效果。
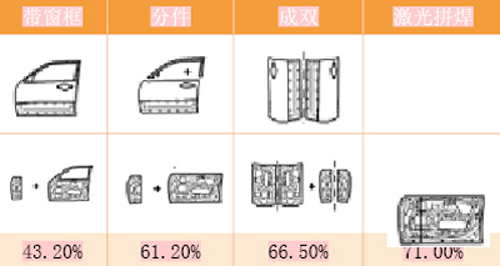
表1 不同结构门钢材利用率对比
钢材利用率综述
由于各个国家的国情不同,钢材利用率的计算方法也不尽相同,本文所说的钢材利用率是指钢材利用在汽车本身的比重,不含其余部分(废料)利用在社会其他行业的比重。本文涉及的钢材利用率计算方法如下:
单件钢材利用率=零件的重量/各零件的毛坯料重量×100%;
白车身钢材利用率=Σ各零件的重量/Σ各零件的毛坯料重量×100%。
经过多年针对模具交付生产的零件进行工艺改进,大约能将钢材利用率提升1~3个百分点,空间十分有限。本文重点介绍在产品规划阶段提升钢材利用率的方法及其应用。
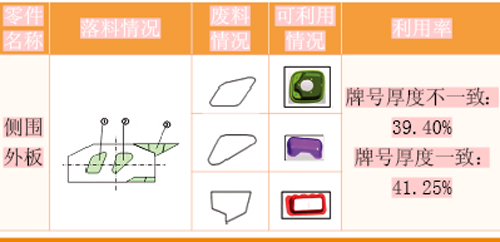
表2 牌号、厚度定义对比
产品的合理设计
1. 合理选择产品造型和优化产品结构
在产品设计阶段,不同的造型结构对钢材利用率影响比较大,从表1可以看出带窗框结构钢材利用率最低,不带窗框并且材料激光拼焊(TWB)的结构钢材利用率最高。所以在新车型零件设计的过程中,在不影响零件功能的情况下,应优先选择钢材利用率高的结构。

图3 摆剪工艺
2. 材料牌号的合理选用
材料牌号和厚度的组合可能会高达60~80种,如何减少材料牌号,对钢材利用率的提升、减少采购成本意义重大。在规划阶段,对于材料牌号的定义可遵循如下原则:
(1)对性能近似的材料牌号进行合并。
(2)建立选材库,明确各种材料牌号和厚度,新车型在选材时不允许选择库外牌号和厚度。
(3)高(超高)强度材料作为今后的发展趋势,定期添加进选材库。
(4)在材料牌号定义时就考虑废料的利用。
对于小件选用材料,在满足产品要求时,可以向大件的废料靠齐。如表2所示,经分析某车型3个小件受力较小,选用本车型侧围的材料牌号、厚度可以满足功能,并将原先定义的牌号、厚度改为本车型侧围同样的牌号、厚度,就可以利用侧围的废料来制造,提升钢材利用率1.8个百分点。
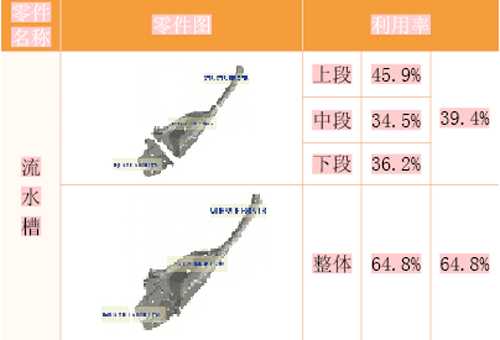
表3 分件方式对比
3. 产品的合理分块
如表3所示,在流水槽分成三段时,其钢材利用率分别是:上段45.9%、中段34.5%、下段36.2%,整个流水槽的钢材利用率只有39.4%。若采用整体式设计,则钢材利用率可以高达64.8%,不仅提升了钢材利用率,还节省了模具、检具、夹具的数量,提高了焊接精度。
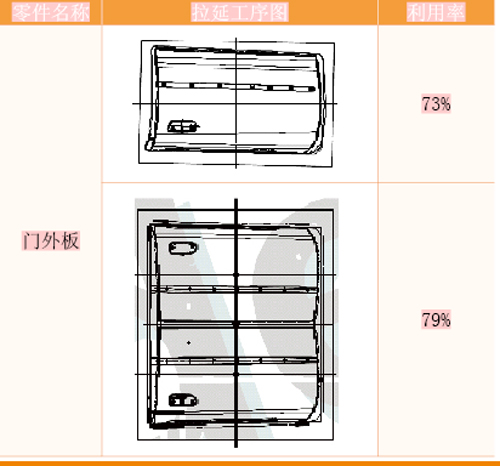
表4 单件与成双对比
4. 塑料件的应用
对于车身上部分结构复杂、工艺性差,并且受力较小、钢材利用率较低的零件,可以考虑采用塑料件。现某车型的前翼子板就考虑改用塑料件,一方面材料利用率提高,另一方面可以提升整车的钢材利用率,同时,采用塑料件也可增加设计的自由度,确保了造型的效果。
工艺方法的合理选择
1. 合理的工艺设计
A:调试后板料边缘距拉延筋距离最小化(<10mm)
B:拉延筋最小化设计
C:压料面最小化设计(压料筋中心到分模线21mm)
D:拉延深度最小化设计
E:工艺补充最小化设计
从图1可以看出,提升钢材利用率需要在设计阶段控制各个方面,对于工艺补充、拉延筋、压料面等进行最小化设计,保证产品质量的同时使钢材用量最少。同时,对于外表面件,在考虑制件质量和充分拉延的前提下,可以考虑采用浅拉延,尽量减少工艺补充部分,直接以制件的法兰面作为压料面,使钢材利用率达到最大,但需要注意板料滑移线对制件质量的影响。
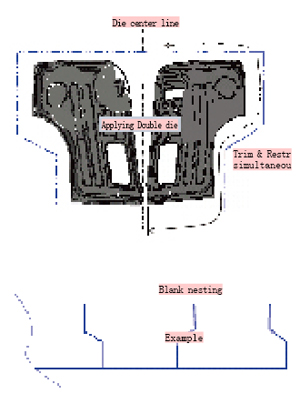
图4 开卷落料模工艺
2. 双件合并
汽车车身上绝大多数零件为对称件,在工艺设计时多考虑左右件成双设计,在减少工艺补充、提升钢材利用率的同时,成形难度也会降低。如表4中合并前利用率为73%,在左右零件成双后,钢材利用率可以提升至79%。
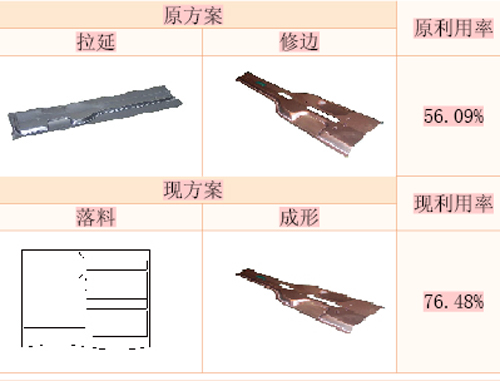
表5 拉延、修边与落料、成形的对比
上述介绍的是左右零件成双,这在双件合并情况中较为常见,另外还有一种方式为一模多件,即一套模具一次能生产多个同样零件,这种方式与左右零件成双效果相同,都能通过减少工艺补充达到提高钢材利用率的目的。
3. 成形工艺的合理利用
对于车身上的梁类件、结构件等在表面要求不高、成形深度较浅、不影响焊接搭接的情况下,可以多采用成形工艺。由于拉延需要完整的工艺补充部分,但成形可以采用不封闭压料的方式,所以可以减小原材料的毛坯尺寸,同时还可以通过优化落料排样的方式提高钢材利用率。如表5通过增加落料工序将拉延工序改为成形工序,钢材利用率可以提高20个百分点。
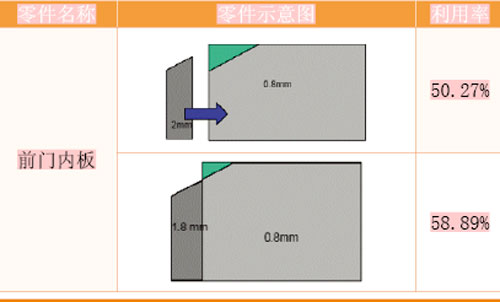
表6 传统工艺和激光拼焊对比
4. 模中模技术的应用
在汽车车身覆盖件中,如带门上段的门内、外板,窗框位置有大片的废料;掀背式的整体的后背门内、外板后风挡玻璃处也存在大量的废料;整体的侧围内、外板在门洞处也有大量的废料。目前的利用方式是收集起来再利用在其他零件上,但是通过在模具设计时就在洞口的位置布置其他的小件,不仅可以利用废料,还可以减少模具数量,这就是“模中模技术”。
新材料、新技术的应用
1. 激光拼焊技术的应用
以某车型门内板为例,传统工艺是整体门内板(st16/t=0.8mm)加铰链加强板(B170P1/t=2.0mm)焊接;采用拼焊工艺,则用st16/0.8mm和B170P1/t=1.8mm的材料先进行激光拼焊,然后整体成形。通过对比,采用激光拼焊工艺钢材消耗减少2.15kg,车身减重1kg,装配后强度较传统工艺更好,钢材利用率也可以提升8个百分点。
2. 开卷落料线的应用
在规划阶段就要考虑开卷落料线这样的新工艺,通过投资开卷落料线,不仅可以降低人工落料的工作量,还可以提升大侧围等落料片的表面质量,避免划伤。开卷落料线最大的成本优势还在于可以大大提升部分件的钢材利用率,如图3某车前翼子板原是单片落料,更改成摆剪后,钢材利用率提升了8个百分点。
对于部分件,通过套裁排样的方式(即少无废料排样),开发开卷落料模同样可以提升钢材利用率,如图4采用开卷落料模工艺,某门内板钢材利用率可以提升7个百分点。
3. 高速线的应用
目前大工作台面、大吨位的压力机应用越来越多,压力机的自动化程度也达到较高水平,在投资允许的情况下,可以规划高速线。由于高速线一般都是大工作台面的设备,机械化程度很高,可以实现一模两件或者一模四件的生产,同时也避免了由于设备工作台面较小造成不必要的制件分块,所以高速线的规划,也是提升钢材利用率的有力保证。
结语
综上所述,冲压件钢材利用率水平的提升和产品、工艺、设备等密不可分,一个车型钢材利用率的高低,代表着企业工艺水平的高低,同时也是一个企业成本高低的标尺。由于规划阶段对产品设计和批量生产起到承上启下的作用,所以在新车型规划阶段需要产品和工艺的密切配合,从造型评审、产品分块上就应开始仔细研讨。同样,在工艺设计过程中,也需要每毫米必究,最大程度地提高钢材利用率,尽量避免批量生产后再进行工艺改进。
随着产品设计能力、模具设计制造能力、制造工艺及制造设备的不断提升和发展,钢材利用率的提升仍然有较大的空间,在不断巩固上述方法的同时,我们会不断地对新技术、新方法进行研究,最终应用于生产中,为企业、社会创造效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖