提高车身点焊质量的尝试
动态电阻法,是近年来一种新型的电阻点焊质量控制方法,在汽车白车身制造过程中得到推广和应用。北京奔驰-戴姆勒 克莱斯勒汽车有限公司通过实际的生产和应用,分析出该焊接方法的优势以及需要关注的重点,从而大幅降低白车身整车焊点不合格率,真正实现控制点焊质量的目的。
白车身的焊接强度是车身制造两大关键控制项之一。车身的焊接强度直接并且主要影响着乘用车使用的安全性和可靠性。因此,多年来,控制和保证车身焊接质量一直是人们持续关注并不懈为之努力的课题。在多种车身焊接方法中,电阻点焊是目前应用最广的焊接方法,对它的研究也最多。近年来,一种新型的电阻点焊质量控制方法正在汽车白车身制造过程中得到推广和应用,人们将其称之为动态电阻法。有的公司称作UIR控制,如Bosch Rexroth公司;也有的公司称作IQR控制,如哈姆斯-温德公司。总之,都是基于点焊时的动态电阻特征去控制焊接过程参数,从而实现对点焊质量的控制。目前,上述两家公司的技术在国内汽车厂都有一定的应用。
动态电阻的含义及特征
这里所说的动态电阻指的是在点焊过程中,在上下两电极之间的等效电阻及其变化。图1显示了一个典型低碳钢板的点焊动态电阻特征曲线。
为了说明清晰起见,我们将一个点焊过程完整的电阻特征变化曲线分为AB和BC两个部分(见图1)。曲线由A到B是接触电阻由建立到消失及焊点处体电阻建立和增长的过程,这个过程的电阻变化较大,所受到的影响因素也比较多,如电极压力、零件表面状态、是否涂胶、零件与零件的配合以及表面镀层等。因此,通常情况下,AB段的电阻值变化较大。没有足够的经验数据积累,很难对导致电阻变化的因素进行正确的判断,增加了控制的难度。曲线由B到C是焊点处体电阻的衰减过程,正常来讲,它对应着熔核长大的过程。影响这个过程的因素主要是加热功率密度。因此,相对来说,曲线比较稳定,易于控制。
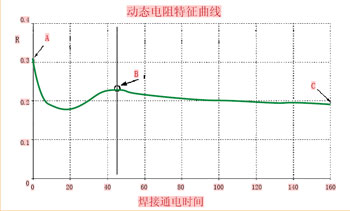
图1 低碳钢板的点焊动态电阻特征曲线
这里有一点需要加以说明,本文所讲的动态电阻全部指的是汽车车身所用的低碳钢板或低合金高强钢板在点焊过程中所呈现的变化。它的获得是通过测量上下电极之间的电压和测量流经焊钳臂的二次电流,这个电流包含临近焊点的分流,可能包含或不包含电极臂造成的分流。然后,再应用欧姆定律将这个测得的电压值和所测得的电流值通过运算得到焊接过程的动态电阻。由此也可以看出,尽管动态电阻法能一定程度地补偿分流,为了能够更加准确地获取动态电阻值,还应该尽可能地避免施焊过程中的分流。
动态电阻法控制焊点质量的过程及实现问题
常规的恒流控制是将焊机二次回路的电流通过电流传感器采样后,作为反馈量送回控制器。控制器再根据所得到的反馈量与规范设定时确定的电流值进行比较,输出调节量,以保证焊接二次电流恒定。因此可以说,对于电阻焊机这种控制是一种全闭环控制。但对于焊点质量来讲,它就是一个开环控制了,并且控制期间没有任何直接来自或间接来自焊接质量的反馈信号。而对于动态电阻法则完全不一样。动态电阻法的实现过程是:首先在对应的焊机上,使用该焊机要进行施焊的金属板材(试片)和恒流控制模式,建立起参考电阻曲线,再根据所焊板材向控制器输入设定焊接规范。在焊接过程中,控制器分别拾取二次电流信号和上下电极间电压信号。根据这两个信号值,计算出焊点处的等效电阻。用这个等效电阻值与参考电阻曲线进行比较和运算,求出控制调整量。通过控制焊接电流及焊接时间,从而达到控制焊点质量的目的。由此看来,这种动态电阻法不是对焊机的闭环控制,而是对焊点质量进行非直接的(通过动态电阻特征曲线)闭环控制。
在此,还要强调一点:动态电阻特征曲线是在特定条件下取得的,并非所有的工业现场应用中都会出现如图2所示的典型动态电阻特征曲线。因此,不能简单地将通用的动态电阻特征曲线应用于每个不同的场合。而应该针对不同材料、不同板厚及组合、以及不同的规范建立特定条件下的动态电阻特征曲线。
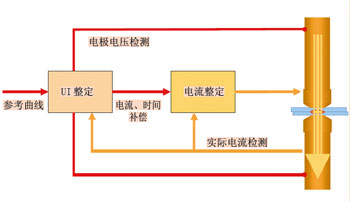
图2 UIR控制原理图
对电阻焊焊点质量控制的研究已有很长的历史,这方面的论文也不计其数。对动态电阻法控制点焊质量的研究国内至少早在20世纪80年代就有过论文发表,很多研究成果至今仍在被引用。但真正转化为生产力,规模应用的却寥寥无几。究其原因,主要表现在以下几个方面:
第一,受逆变阻焊电源发展的影响。可以说,动态电阻法控制点焊质量的最佳平台就是三相逆变中频电阻焊机,它可以将焊接时间调整控制在1~2ms内。快速的动态响应使得对加热功率的精准控制有了可能。
第二,受产、学、研脱节状态的影响。即使在今天,这个问题也依然存在,从事研究的人员花费时间和精力把技术研究出来,却不去或者无法使其商品化。企业或是不愿意、或是没有胆略去接纳新技术,造成成果搁置。
第三,由于动态电阻不是一个参数,而是一个受多方面因素影响的过程,并且这个过程很难用一个函数来描述,因此,给控制上带来一定难度。所以,很多项研究尽管在实验室取得了成功,但就应用于生产现场来说,仍有许多工作要做。

经过1年多对动态电阻法控制点焊质量技术的应用,确切地说对Bosch Rexroth公司的UIR产品的应用,我们体会到该技术的一些优势:第一,焊接质量明显提高。过去十几年当中,我们采用过恒流、恒压、恒功率等控制技术,白车身整车焊点不合格率一般在2%~3%;而采用UIR控制技术的白车身初步统计整车焊点不合格率降到了1‰以下。第二,采用UIR控制技术后,绝大部分焊钳都不需要设置两套或多套规范。输入一套规范,既可以焊厚板,也可以焊薄板;既可以焊双层板,也可以焊多层板,有效地避免了工人用错规范所产生的质量缺陷。第三,除了前面两点外,还能够降低网压波动、短路分流、不同镀层、工件表面状态、涂胶及电极磨损等对焊点质量造成的不良影响。
除了上面提及的优势外,动态电阻法目前还有一些方面需要做进一步研究。比如,如何找到能够准确反映焊核尺寸的特征量,因为一个合格焊核最基本的特征就是要有符合要求的焊核直径。在此之前,各项研究大多比较关注焊核的形成与动态电阻特征曲线之间的关系,却很少关注形成后的焊核直径与动态电阻特征曲线之间的关系。所以,要想达到这项技术的实用性就应该找到这个关系,以实现真正意义上的控制点焊质量的目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖