冲压生产线的优化
生产线优化是十分有意义的。优化后的生产线运行效率大幅提高,在相同的时间内可以生产更多的零件,从而降低零件的生产成本和设备的使用成本。特别在设备投入相对较大的整车厂的冲压生产线上,优化显得更加重要。
广州本田汽车有限公司(简称广州本田)2006年建立了第二工厂,在冲压部分导入了一条全自动的冲压生产线,主要生产雅阁车的外观覆盖件。为了降低设备成本,导入这条生产线的时候采用了拆分单元的方式进行,分别采购了日本小矢部的拆垛清洗和上料装置、济南二机的压力机、上海ABB公司的搬运机器人;然后,以ABB公司的整线集成方案协同各厂家集成整线,建立了一条自动冲压生产线(见图1)。通过分单元采购形式,充分利用不同厂家在各自领域内的强项,揉合他们的先进技术,在采购中广州本田实现了很好的成本削减效果。
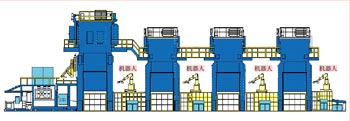
图1 广州本田第二工厂的冲压生产线
投产后遇到的问题
由于这三家公司是第一次合作,且广州本田也是第一次导入机器人搬运的冲压自动生产线,在生产线设计、制造阶段,各设备厂家没有充分考虑生产线的生产速率问题。特别是在生产线的投产初期,在生产线生产速度优化方面,我们遇到很多困难,具体表现为:
1. 设备与设备之间的控制逻辑存在很多不一致的地方,直接的结果就是导致生产线生产节拍慢,如:2007年1月份生产线平均生产1个零件需要8.1s;
2. 全新的工厂,所使用的设备也不同以往,技术人员需要花时间来掌握各种设备的特点,然后才会再去考虑生产节拍的优化方案;
3. 机器人的柔性非常大,投产初期操作人员不熟悉、不适应,没有优化意识,需要时间才能掌握优化的本领;
4. 不同厂家设备之间的连锁信号缺乏准确性,提高生产速度的同时也增加了设备发生相互碰撞的概率,难以找到生产效率与设备安全之间的平衡点;
5. 各个设备之间只是用相互之间的连锁信号进行优化,没有整线控制生产速度的模式与专用控制器;
6. 没有导入机器人的同步系统,硬件上增加了优化的难度,并且在一定范围内约束了生产节拍。
影响生产速度的要素
2007年,生产线的技术人员、操作人员不断地为提高效率而进行生产线的优化作业,在现场中应用持续改善的思想降低零件生产的CT值。经过不断努力,我们总结出一套优化生产线生产节拍的有效方法。2008年1月第8代雅阁开始投产,与此同时,我们开始展开对冲压生产线的优化工作。我们只用了一个月的时间就把生产线优化到理想状态,2008年2月,生产线平均生产1个零件的时间缩短到6.9s。
在此,我们将谈谈与生产速度相关的要素和生产线优化生产节拍的方法。
冲压机器人自动生产线中,有两个与生产速度相关的非常重要的要素,即:各设备的动作速度和动作协调性。
1.动作速度
在实践中我们发现,当各设备以最大的速度运行,并且各台压力机同步冲压、各台机器人同步搬运的时候,生产线生产速度最快。对于各设备速度来说,拆垛单元和压力机的速度通常是不会变更的;而机器人运动速度调整的柔性非常大,成为影响生产线速度的主要因素。
机器人的运动速度与机器人的动作特征是有密切关系的,除其实际的运动速度与设定的数值大小有关系外,还与运动过程中的姿势变化和运动方式有关系。机器人动作的特点如下:
(1)运动过程中姿势变化越少运动速度越快。在保证安全的前提下,如图2所示,将第一段轨迹与第二段轨迹设置为近似的平面运动(各段轨迹中各点坐标的Z数据大致相同),从而减少机器人运动过程中姿势的变化。
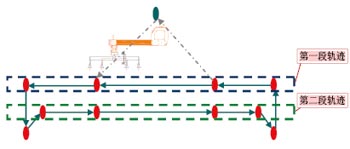
图2 将机器人第一段轨迹与第二段轨迹设置为近似的平面运动
(2)机器人运动速度的特征是两个点之间的运动(见图3):MOVJ弧线运动速度> MOVL直线运动速度。当选择MOVEJ命令,机器人会自动计算运动最快的弧线轨迹。
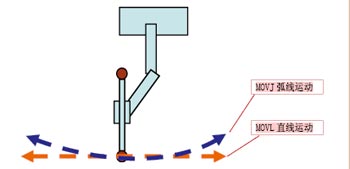
图3 在两个点之间的运动中,机器人的MOVJ弧线运动速度> MOVL直线运动速度
了解机器人动作的特点后,就可以将各个零件的轨迹标准化。导入新零件时,复制以前相似的零件轨迹,做简单的改动后就可以得到理想的轨迹。做了这一步后,就可以将单台机器人的搬运速度调到最快,满足要素中的第一个条件。
2. 动作协调性
如何将各台以各自最大运动速度的设备揉合在一起,组成一条生产节奏快的生产线?也就是,如何调节设备之间动作的协调性呢?
首先,分析一下什么是冲压生产线理想的优化状态?生产线理想的优化状态就是各设备以自己的最大速度运行,以最短时间完成单个动作循环,各设备的每个动作循环中只有一个等待点;在安全的前提下,前一台设备以最短时间启动下一台设备。站在整线的角度看,机器人能够同步搬送,压力机能够同步冲压(见图4)。机器人上完料开始后退时,压力机滑块开始启动,并且模具差点与机器人相撞;滑块开始上升时,机器人立即进入取料,并且差点与模具相撞。也就是,设备以自身最大的速度运行,相互之间的启动参数设置到最大值,并且能够协调一致运动。

图4 实现机器人的同步搬送和压力机的同步冲压
优化生产线的生产节拍
为了更好地对生产线进行分析,我们把生产线划分为5个单元,减少每个零件的生产时间就是要减少每个单元的动作时间。由于拆垛单元采用了2维运动的上料手送料,因此,上料手的动作循环时间比机器人的循环时间要快,上料手单元不是生产线的瓶颈。在此,我们将主要讨论机器人单元。生产线机器人单元是指压力机与压力机后面的机器人,单元的动作时间(见图5)是指压力机冲压、机器人下料、机器人上料、机器人回到压力机等待下料的整个过程的时间。

图5 单元时间T= t压力机冲压+t机器人下料+t机器人上料+t机器人回到下料等待点
单元是生产线最重要的元素,首先将单元内的设备动作协调,使单元的动作时间最少,才能进一步使生产线的单元动作协调,达到生产线优化的效果。如何使单元的设备动作协调到达单元的动作时间最少呢?主要有三个方法:
1. 减少机器人轨迹中拾取点和放料点Z方向的距离(见图6),减少机器人在压力机里的停留时间,使机器人尽快离开压力机以及启动相关设备的下一个动作。
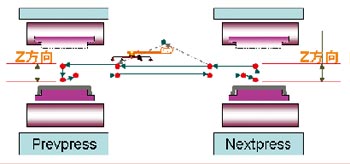
图6 机器人轨迹中拾取点和放料点Z方向之间的距离
2. 加快机器人上料后启动压力机冲压
机器人的优化参数里有一项可以调整机器人上料后往后退时与干涉点的距离数值,从而改变启动压力机冲压的快慢。机器人上料后启动压力机冲压最快的时机是,当机器人投料完毕开始后退时立即送出启动压力机信号。
另外,机器人启动压力机的连锁电路里对运动逻辑有个保护,叫做模具保护。意思是机器人启动压力机冲压后,压力机滑块运动到一定角度,如果机器人没有离开轨迹中的outnextpress点(见图7),连锁逻辑上会使压力机紧急停止,防止滑块与机器人碰撞,损坏模具。生产线投产初期,厂家将模具保护角度在程序中统一设为45°,这样做对优化有局限性。即使把轨迹中的outnextpress点非常靠近压力机,如果将机器人的优化参数设置为最大值,也会出现模具保护故障。站在设备安全的角度来说,对于上模、下模比较薄的模具,因为上模型面与下模型面的距离相对比较大,而压力机紧紧停止的刹车距离一般是35°,我们认为可以适当地把模具保护角度放大一点,比如60°,发生异常时也能避免相撞。这样做后,增大机器人启动压力机冲压的优化参数也不会出现模具保护干涉故障。于是,对于模具保护参数我们做了改进,在压力机每一个零件的参数中增加模具保护参数,不同的零件对应不同的参数。这样就可以使机器人投料完毕开始后退时立即送出启动压力机信号,同时也使模具保护功能正常发挥作用。
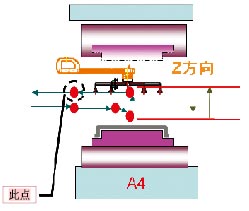
图7 机器人运动轨迹中的out-nextpress点
3. 加快压力机冲压后机器人下料
有两个方法可以加快压力机冲压后机器人下料,如图8所示。一是使轨迹中的waitunload点靠近压力机;二是减少压力机启动机器人下料的角度。

图8 先将waitunload点靠近压力机,再减少启动角度
压力机是用凸轮角度信号启动机器人下料的。启动机器人后,如果压力机紧急停止,机器人会与压力机滑块或模具发生碰撞。压力机在下死点发生异常引起紧急停止的机会最多,因为这时压力机振动最大。现在控制回路有连锁条件,如果压力机紧急停止,机器人是不会启动的。但是,故障出现时,传感器需要反应时间、PLC需要时间、总线传输需要时间以及机器人处理信号需要时间。总的来说,把启动角度减少后,加大了碰撞的可能性。机器人定位精确,即使waitunload点很接近压力机也是安全的。先将waitunload点靠近压力机,再减少启动角度,是比较好的方法。
当各个单元的动作时间达到最小后,只要把生产线的4个单元协调起来,生产线就可以达到优化的理想状态了。生产线上各个单元协调生产的时候(见图9),他们的动作时间是很相近的。
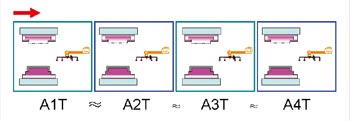
图9 生产线上各个单元协调生产时的动作时间很相近
同时,后单元比前单元要快点(见图10),才能使生产线保持一起冲压一起搬运的同节拍,所有机器人只有一个等待点状态。如果前单元比后单元要快,生产线不能出现一起冲压一起搬运的同节拍最优状态。机器人有两个等待点,等待下料和等待上料,CT值下降0.2~0.3s。

图10 后单元比前单元要快点,才能使生产线保持一起冲压一起搬运的同节拍
优化状态
我们对生产线的优化,没有在同步系统的模式下,是一种傻瓜式的优化。生产线进入同步生产方式是有条件的,只有符合初始条件的才行。生产线只有从拆垛机启动生产才可以立即进入同步生产方式,因为,从拆垛机开始启动,能够达到生产线各个单元在近似的同一时刻开始动作的效果。这时,只要各个单元的动作时间相近,生产线立即进入同步生产状态。否则,每个单元的启动时间不一样,各个单元不能协调生产,生产线不能同步。
生产线优化初期时,优化状态有三种:
(1) 生产线前面的单元动作时间比后面的单元动作时间要少;
(2) 生产线前面的单元动作时间与后面的单元动作时间大致相等;
(3) 生产线前面的单元动作时间比后面的单元动作时间要多。
第一种情况,生产线后面的单元慢;第二种情况,生产线慢速的同步生产;第三种情况,生产线前面的单元慢。当继续对生产线优化后,最终只剩下一种情况,生产线快速的同步生产。
生产线优化到最后都要碰到进入最优化状态的初始条件问题。例如冲压工艺中的停止生产线抹模,在这条生产线上就遇到进入最优化状态的初始条件问题。如果生产线按照从停止抹模的压力机开始启动整线自动生产的话,生产线上各个单元的开始动作时间不一样,各个单元的动作时间相近,生产线不能进入已经优化好的同步方式。这时,唯有采用另外一种方式,才能使生产线进入已经优化好的同步方式。如图11所示,恢复时,当整线的设备都进入自动状态后,停止拆垛机供料,拆垛单元的上料手拿着坯料暂时停止,在上料等待点等待着,其他设备正常运转;
当第一台压力机的零件到达第二台机器人时,才恢复拆垛机供料,上料手才往第一台压力机投料,生产线才可以进入同步生产方式。这样做的实质是让生产线的各个单元完成当前的动作后,按照由前往后的顺序回到单元动作开始的状态,等待着下一个单元动作循环开始,从而使各单元由相同的时间启动下一个循环。这种方法很有效,生产线只要大约10s时间就可以进入预先调整好的最优化的同步生产方式。

图11 暂停上料手送料,当A1压力机的零件到达R2时才恢复上料手送料
结束语
生产线优化后,每天可以生产更多的零件;或者在产量不变的情况下提前完成当天的生产任务。为此,我们可以每天安排生产线一定的计划停机时间做其他事情,比如新车型模具调试、设备日常维护等,得到的经济效益是非常可观的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖