实现高效加工的新型面铣刀
现代汽车零部件制造十分重视采用新型材料——铝合金、蠕墨铸铁及各种复合材料。在具体的生产制造中,各种新型材料的相继应用,不仅使汽车重量大幅度下降,使用效能增强,而且使节能环保能力不断提高。与此同时,市场竞争的加剧使汽车制造商对降低成本的要求更为迫切。在保证加工质量的前提下,更高的生产效率无疑是达成这一要求的不二选择,而高效的加工工艺和切削刀具成为保证高效生产的有效手段。
铸铁缸体加工特点
目前,先进的制造技术越来越倾向于高速加工。采用数控高速加工中心后,得益于数万转的主轴转速,配合采用密齿铣刀、高线速及大进给,极大地提高了加工效率,汽车发动机中缸体、缸盖的加工是最为典型的代表。缸体、缸盖在平面铣削加工质量方面要求较为特殊,具体包括尺寸、表面粗糙度、平面度、纹路深度、工件掉边、毛刺、足够的进给速度,以及尽量小的切削功率等。
铸铁的加工技术经过多年的实践考验,新兴的解决方案层出不穷。目前制造商手里的毛坯余量已经大大减少,一般在3mm以下,铸铁铣削也向小余量乃至“净近尺寸”方向发展。
硬质合金由于具有良好的综合切削性能和合适的性价比,在汽车制造业得到广泛应用。面对高效加工的需要,其刀具材料与结构都有了很大发展。目前,硬质合金刀具在材质方面正向发展新配方,采用新的成形、烧结技术,采用纳米技术和超细粉末,开发兼具高硬度和韧性的新型硬质合金刀具的方向发展;在结构方面,正向锋利切削刃、低功率要求、高工作台进给、高表面质量,以及更广泛的加工范围、更好的经济性的方向发展。
新型五边形面铣刀
目前,株洲钻石开发出新一代汽车工业五边形面铣刀具(见图1、2),该产品具有多种优异的技术性能,不仅改善了铸铁缸体加工刀具的切削性能,而且能有效保证缸体加工的质量要求。
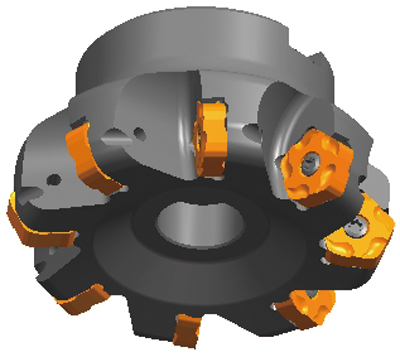
图1 FMD02安装五边形刀片系列

图2 配套刀片PNEG110512R
1. 良好的切削适应能力
不同的铸铁加工时表现出的切削适应能力不同,比如灰口铸铁会表现出它的脆性,当刀具切出时容易掉边;球墨铸铁则表现出其延展性,刀具切出时容易产生毛刺;新出现也是最难加工的蠕墨铸铁将前两者的特点结合起来,表现为易磨损刀片,同时又易产生毛刺。
新开发的汽车工业面铣刀具装配有五边形双面槽设计的刀片,10个切削刃有利于提高经济性;同时,开放槽型结构,切削刃锋利,切削轻快,使得灰口铸铁切出时的掉边问题得到解决,也避免了切削球墨铸铁时毛刺的产生,使67°主偏角的刀体具备良好的切出能力;兼之厚Al2O3+厚TiCN涂层与坚硬的基体结合,具有良好的抗剥落性。选用不同牌号加工不同材质工件时,可表现出广泛的适应能力,图3为FMD02加工试验图。
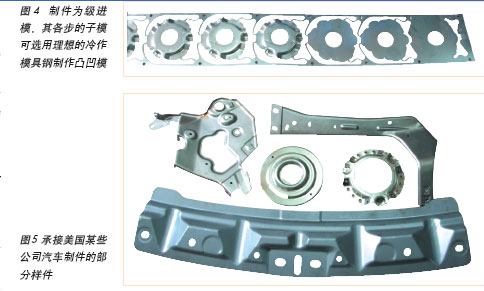
图3 FMD02加工试验图
2. 稳定的定位能力
汽车零部件上常常设计有很多孔,这些孔的分布通常没有规律,因此,刀具在对其端面进行铣削加工时通常受到大小、方向随时变化的冲击,载荷的变化没有规律,尤其表现在机床刚性及功率都欠佳的情况下,这就要求刀具要具有非常稳定的定位能力。为此,我们精心设计了新型五边形刀具刀片的支撑结构。优化设计的定位方式提供了强大的抗力,用于消除切削时切深与进给方向的反力。切削时,由特殊处理的螺钉将刀片牢牢地固定在刀片座内,配合刀片精心设计的槽型,将定位面一直延伸到刀体的边缘,保证了对主切削刃最大程度地支撑,使加工稳定性大大增强。刀体本身采用双负前角,结合大前角的刀片,形成一个基本上呈锋利状态的切削刃,既满足了对机床低负载的要求,又能保证刀具本身的抗冲击性能。同时,高精度的刀槽保证了很高的重复定位精度,对稳定性有强烈要求的汽车零部件加工具有巨大的实际意义。
3. 优异的表面加工质量
汽车零部件形状复杂,很多零件表面会存在一些小凸台,在加工之前的余量通常是不一致的,但出于高效加工的要求,对这些小凸台的铣削加工通常要求一次到位。常规的刀具在同等的切深时表现良好,但随着切深的不断变化,已加工表面会出现较大的质量波动。为解决这一问题,新型五边形刀具在每个切削刀片上都设计了特殊的修光刃。修光刃经过特殊的处理,能够抵御长时间的冲击与磨损,保持稳定的切削状态,从而在切深变化的情况下仍能保证稳定的表面加工质量。

图4 螺钉压紧
4. 易于存储、管理
汽车行业零部件众多,所用材料各不相同,其不同的技术要求使用不同型号、不同牌号以及不同规格的刀片,且消耗量巨大。同时,这些刀片本身又需要不同规格的螺钉,不同的压块和扳手,这使得制造商需要常年对这些刀片及附件保持大量库存。这些刀片的存储和管理消耗了大量的人力、物力,稍有不慎,错误地搭配就会造成事故。新型刀具有压块式压紧与螺钉式压紧型号(如图4、5所示),压块式采用与螺钉式同样的刀片,且压块用双头螺钉可以和螺钉式压紧刀片的压紧螺钉采用同样的扳手,不仅减少了库存型号的种类,也从根本上优化了对其的存储能力,这也是汽车刀具发展的趋势之一。
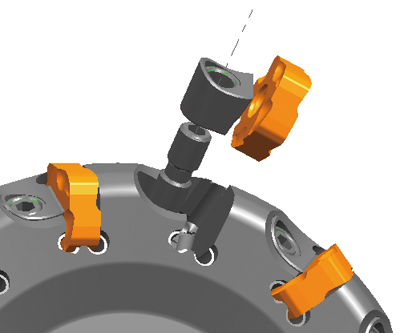
图5 刚性压块压紧
5. 柔性更强
目前,大量的加工都在加工中心上完成,为了使加工更具柔性,小刀盘得到越来越多的使用。FMD02提供了从直径最小50mm开始的刀具规格,响应了这种潮流的发展。此外,重新设计的容屑槽,保证了底面定位部分有足够的强度和容屑空间。
结语
汽车工业经过多年的发展已经进入新的阶段,汽车零部件的生产开始向结构简单化、材料轻量化以及环保化的方向发展,更加高效、柔性的生产方式使生产成本大幅下降,大量新兴科技也被应用到这个行业,以往粗放式的生产方式已逐渐被现代社会所摒弃。金属切削作为支持其发展的众多学科中的一支,被赋予了新的要求,刀具材质、结构、切削参数等都在不断地被改变、更新。可以预见,伴随着汽车工业的快速发展,切削刀具也必将会迎来新的春天!












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖