生产路由跟踪系统在涂装生产线中的应用
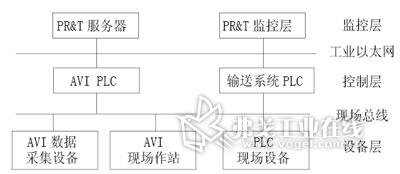
图1 PR&T系统典型架构
在汽车冲压、焊接、涂装和总装四大工艺车间中,涂装车间的工艺最为复杂,往往需要对多种车型多种颜色进行喷涂。为更好地控制质量与成本、高效调度生产,目前国内许多汽车生产商引进了生产路由跟踪系统。
随着国内汽车行业的竞争日趋激烈,如何提高生产效率和产品质量、降低生产成本,成为摆在企业面前的一个难题。在汽车冲压、焊接、涂装和总装四大工艺中,涂装车间的工艺最为复杂,往往需要对多种车型多种颜色进行喷涂,而不同的车型喷涂和颜色喷涂要求是有差异的,因此成本和质量也最难控制。为更好地控制质量与成本、高效调度生产,目前国内许多汽车生产商引进了生产路由跟踪(PR&T)系统。
PR&T系统通过排序和调度缓冲区,决策移行机和分岔处的车身流向,满足生产计划的安排,配合输送系统的工艺速度,通过对车型、颜色的算法排布,最大程度地节约涂装换色成本,错开工序间的不平衡,提高单班产量。PR&T系统和车体自动识别(AVI)系统共同协作,为生产、物料输送和质量控制部门提供车身基础数据,并为企业生产决策者提供基础数据。
PR&T系统的功能
PR&T系统通常具有以下功能:
1. 路由选择
通过上层ERP系统的数据接口获得订单信息和生产计划物流信息等,根据生产需要选择相应的生产路由规则,并可手动控制单个路由点。
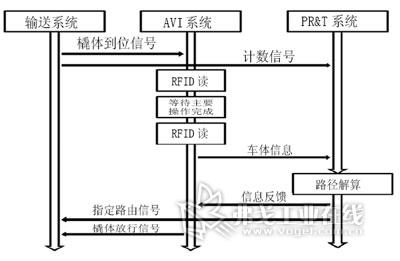
图2 PR&T系统数据流程
2. 车体跟踪查询
PR&T能实时跟踪当前PR&T区域内的所有车辆,并通过报表系统提供人性化的界面,方便用户查看当前过车状况,具体的车体信息等。
3. 车体调度
根据生产计划调度车体,使得进入喷漆室体的车体颜色最大限度地保持连续,减少喷涂机器人或喷涂机换漆的溶剂、色漆的损失,从而降低了生产成本。
4. 优化配置生产资源
通过统计各种车型各个时段的生产情况,对流程中的弱工序分析,根据算法交错发出不同车型,有利于协调后续生产,平衡整个工艺过程,减少堵车和空位。
5. 为设备维护提供依据
通过对橇体的跟踪、流转记录,可以设定清洗橇体的条件(循环次数等)。当条件满足时,PR&T系统会调度机运系统,将空橇流转至清洗站。
PR&T系统的结构及其组成
PR&T系统的典型架构为集中监测、分散控制的3层结构(见图1)。系统分为3层:监控层、控制层和设备层。其中,监控层与控制层之间采用工业以太网进行通信连接,控制层与设备层之间采用现场总线进行通信连接。需要指出的是,PR&T系统没有自己独立的控制层设备和设备层设备,这两个层的设备都融入到了输送系统和AVI系统中。

图3 站点设备
1. 监控层
监控层位于PR&T系统架构的最上层,是PR&T系统的核心。该层的主要设备包括PR&T决策服务器、数据库服务器、报表服务器、监控机、打印机和UPS等,一般放置在中央监控室内。PR&T决策服务器上安装有路由决策软件,路由决策软件可以是由VB、VC开发的可执行文件,也可利用组态软件中嵌入的脚本软件来开发。数据库服务器上安装有数据库软件,如SQL Sever、Orale等,主要用于数据存储,为生成报表提供基础的数据。报表服务器主要安装报表生成软件,用以生成人们关心的报表内容,如某一站的过车数量、某区间内的车体数量等。服务器通过工业以太网同PR&T监控机以及现场PLC控制器相连接,采集数据并以画面或文本方式在PR&T监控机的显示器上进行显示,实现车体监视、故障显示、用户管理、参数配置、数据存储、统计分析和报表打印等功能。
2. 控制层
控制层位于PR&T系统架构的中间层,主要指AVI和输送系统的PLC控制柜,PR&T系统通过以态网与控制层(AVI、机运等)CPU进行通信,然后控制层CPU根据PR&T的信号执行相应程序。
3. 设备层
设备层位于PR&T系统架构的最下层,包括数据采集设备、现场操作站和路由选择箱等。设备层是执行层,控制层运算程序后设备层根据运算结果传送车体。
路由控制方案
在此以中涂分色存储区为例对路由控制方案进行讨论。

图4 路由规则选择画面
1. 决策元素
PR&T将主要基于以下元素或其组合来进行自动路由决策:车体或吊具的属性值、车体状态位、路由点的计数值、车体颜色、区域计数、PVI以及轨道状态。
系统提供手动和自动两种路由方式。当PR&T自动路由失效时,用户可在系统服务器提供的界面上手动指定路由。
2. 数据流程
与PR&T有数据通信的主要是AVI系统和机运系统。机运为AVI系统提供车体到位信号,AVI系统为PR&T提供具体的车体信息,PR&T解算出路由道次后发送给机运;另外,PR&T将根据机运的车体移位信号改变跟踪画面上车体位置。具体数据流程图2所示。
3. 路由设置和控制
(1)路由设置步骤:路由设置在服务器或监控机画面上完成,系统提供路由规则设置界面。用户根据自己的需要设置路由规则,路由规则程序的内容需要根据路由控制的决策元素事先编好;用户在监控机画面上确认设置激活,系统自动将设置上传到服务器中;服务器得到AVI系统PLC发送上来的数据后根据路由规则进行路由决策;服务器将数据解算后的结果发送给输送系统的PLC。
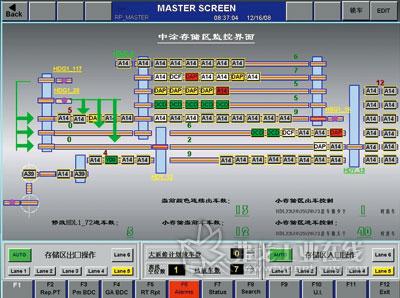
图5 存储区监控控制画面
(2)路由控制过程:
①当接收到输送链的路由请求后,PR&T系统向它发送路由指令。通常来讲,只有当下面条件存在时,输送系统才会向调度系统发送请求:两个以上的车辆可以移到同一目标地址,例如,有两条不同的输送链都可以把车移到同一个移行机上;目标车辆具有两个以上不同的地址可以去,例如,一个移行机可以把车辆移到两条以上不同的道里去。
②PR&T调度系统向输送链控制器发送路由指令。
按照涂装生产特点,一般来说可以将路由指令分为两种:分路指令和合并指令。
分路指令:当车辆可以被移到两个以上不同目标地址时,PR&T系统将根据一定的演算规则(通常由车间生产管理人员根据具体需求和实际生产情况提出)决定哪一个目标地址是合适的。分路指令通常用于车体进入分色存储区进行颜色排序。一般来说,要求相同颜色的车体进入同一条道次,以实现颜色排序。
合并指令:当多个源位置的车辆可以被移到一个或多个目标地址时,PR&T系统将根据一定的演算规则(通常需要车间管理人员根据生产需求提出)决定输送系统如何运行,如将A道的车送入C道。合并指令一般用于分色存储区出口,它决定了哪一条道上的车辆将被送到面漆喷漆室。
每一条路由指令包括它的源位置和目标位置。源位置,指定所要搬送的车架所处的位置。目标位置,指定所要搬送的车架应该到哪里去。
现场应用案例
2008年,上汽通用五菱西部涂装车间根据市场需求,对原有工厂产能进行了提升,由原来的每小时35JPH提升至70JPH,生产路由系统的投入对其产能提升起到了至关重要的作用。
西部涂装车间根据生产工艺共有5种车型喷涂15种以上的颜色。为提高生产效率,其站点采用“自动条码枪+RFID射频输入装置+现场工作站”的方式(见图3)。由RFID将车体信息录入到PLC中并转发到PR&T服务器,再由服务器根据车型、颜色将解算后路由发送给机运系统PLC,安排车体具体路由。路由规则可在服务器客户端进行选择(见图4);上位机客户端画面可观察到每个车体所处位置以及车身存储区域的存储情况,并可对每一条机运链进行手自动切换选择,对出入口封闭放行的操作可进行人工干预(见图5),从而提高了车体分配效率和灵活程度。
结语
现在PR&T系统已经不单只使用在涂装车间的分色存储区。随着消费者对汽车车型的要求越来越高以及订单式生产的出现,汽车整车工厂已经不再只生产一种车型,因此生产跟踪路由系统也已经普遍应用到了焊装车间缓冲存储区和总装车间车体分配中心(BDC)。这些区域所使用的PR&T系统,硬件方面与涂装车间完全相同,服务器等设备可以和涂装车间共用,只是在路由规则的决策元素方面与涂装车间稍有不同,对以前没有使用此系统的焊装车间和总装车间改造起来十分方便,硬件投入较少,但对提高生产效率、优化配置生产资源方面却能起到极大的提升作用。因此,PR&T系统在涂装车间的应用前景十分广阔。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖