浅谈多工位生产线

图1 多工位生产的一般流程
多工位生产方式是降低冲压生产成本,提高生产效率的主要生产模式,可以帮助众多汽车生产厂家取得巨大经济效益。
为迎接激烈的市场竞争,年产量大于20万辆的中、高档汽车制造厂在完成单机连线的自动化生产规划后,常常引进多工位压力机来帮助实现冲压现代化。
多工位生产介绍
1.多工位生产优点
多工位压力机以连续冲程工作,取代单机自动化连线的单次工作方式,生产效率提高了2倍以上;多工位压力机的高自动化作业进一步提高了工件的表面质量,减少了故障率,减少了操作人员以及工作场地的使用,有利于降低成本;由于多工位生产线对生产速度的要求比较高,相对要求模具工作部分结构要比其他自动化模具简单,模具维修容易。
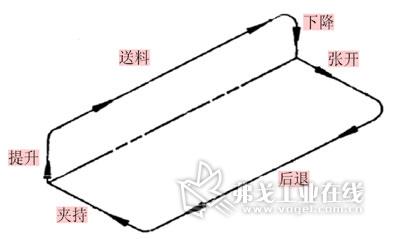
图2 多工位压力机工作原理
2.多工位生产的一般流程
多工位冲压生产的一般流程如图1所示。
料片在拆垛装置中由磁性分离棒分离后被真空吸盘吸起,经检测无双料片后,由磁性皮带输送至清洗喷油处,然后在对中台对中后,被安装在压力机输送导轨上的夹爪送至压力机的各工位成形,最后经输送皮带送出工件。
3.多工位压力机工作原理
多工位压力机为三轴式多工位压力机,其工作原理如图2所示:料片经安装在压力机送料杆上的夹爪的夹持、提升、送料、下降、张开和后退的循环动作,完成制件在各工位上的冲压成形。
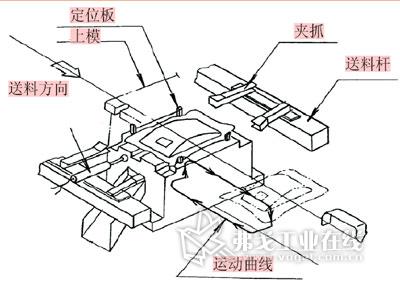
图3 多工位送料系统
4.多工位送料系统
多工位送料系统为机械送料,通过与压力机传动系统直接连接完成,将冲压件从一个工位移动到下一个工位。压力机送料杆上的动力输出装置将能量从压力机的顶部输送到地面,由随动器驱动的大型机械凸轮安装在送料机构上,凸轮旋转则带动机械送料动作(见图3)。

图4 在多工位生产的制件工艺
5.多工位生产工艺与生产效率的提升
多工位生产是在同一台机床上实现不同工序的连续生产,在一般自动化生产线效率提升的基础上,更进一步提高效率。自动化生产线是单台机床作业,依靠机械手或机器人在机床间传送制件来实现自动化生产,生产节拍一般为13~16次/min,最高可达18次/min;多工位生产线是将多台模具布置在同一台机床上,依靠在送料杆上布置的不同工序制件的夹爪来传送制件,生产节拍一般为20~23次/min,最高可达25次/min。生产中为能更好地保证多工位机床的生产节拍,就要保证各序模具工作顺畅,尤其修边类的滑料问题,工艺设计时要考虑每序模具结构不能太复杂,以免影响生产节拍。图4为一在多工位生产的制件工艺。
多工位生产线模具的特点
1.结构紧凑
多工位压力机因模具空间有限,要求模具结构设计得尽可能紧凑,尺寸最大限度收缩。模具尺寸尽可能不超过本工位位置尺寸,如遇不可避免的情况需检测与前、后工序是否干涉。模具和模具间必须有间隙。多工位生产线模具如图5所示。
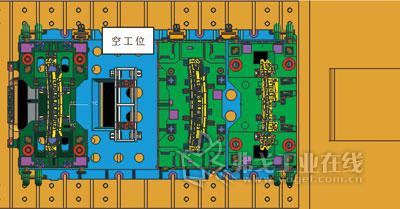
图5 多工位生产线模具
2.全线送料高度相同
多工位生产线是用两根送料杆从两边夹紧工件来自动移送板件,所以要求全线送料高度必须完全相同。由于在同一台机床上进行全工序作业,要求各序模具闭合高度要统一。
3.模具工序数小于机床和作业位置数时需要空工位,以实现自动连续移送板件。
4.夹持器使用
夹持器或夹爪应该轻,更换方便,采用同一基板安装在主夹板上。当用夹持器或夹爪夹取工件时,模具设计必须留有足够的空间以便于夹持器或夹爪的伸入。坯料的提升或在下模中挖空避让的方法如下:
(1)在模具四角切槽(见图6),便于夹持器通过并接近工件。夹持器与模具的最小间隙C大于30mm。
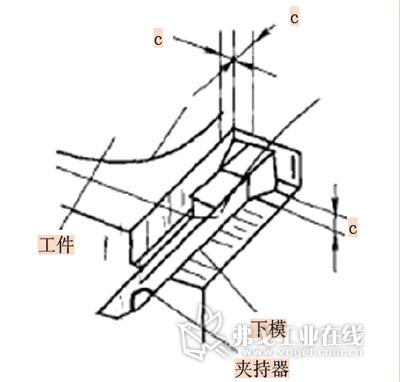
图6 在模具四角切槽
(2)上述方法不能实现时,用顶料装置将工件提升一段距离(见图7)。提升的距离必须大于夹持器夹钳下板板厚,一般为30~50mm。模具中的顶料装置分为弹簧式或气缸式,一般装在下模或压料圈中。考虑到安装空间的限制和对送料料片的快速响应,优先推荐采用弹簧式。为保证其动作的可靠性,设计时应考虑防尘,并选用寿命长的弹簧。
5.各工位均需备有检测传感器
由于是无人操作机床,多工位压力机的每个工位(包括空工位)都应备有检测传感器,以检查工件是否被夹持器正确夹取。因此模具设计时要考虑其存在,并留有通过空间。
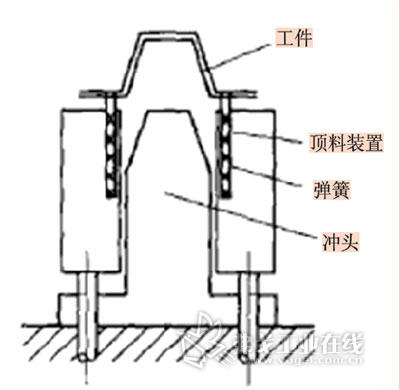
图7 用顶料装置将工件提升一段距离
6.工件的导向和定位
在多工位上,优先考虑采用定位销的方法来定位工件。为使定位迅速、准确,下模都装有工件导向柱。在导向柱和夹紧运动曲线不干涉的情况下,高度越高越好,但不能超过送料杆的提升行程。一般有效高度H的计算公式如下:
有效高度H=夹持器下板板厚+安全间隙(30~50mm)+顶料行程。
7.考虑到发生问题的情况一定要指定备用线
8.废料的处理
多工位压力机的模具设计必须考虑废料切碎以及排出问题。废料对角线尺寸小于设备规定的最大值。废料一般利用工作台内的废料孔和工作台外的废料坑来处理,当废料从工作台前后方向排出时,要求废料槽的倾斜角θ≥30°,且必须延伸到工作台外50mm。如果因种种原因造成自动排料困难,模具要考虑加机械或气动废料清理装置。特别需要指出的是:多工位压力机的下模不适合用废料储存箱来收集废料。废料的处理如图8所示。
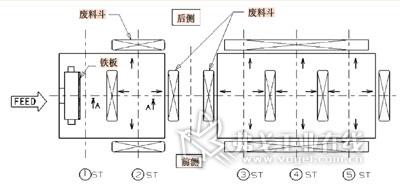
图8 废料的处理
9.干涉检查
多工位压力机的工件输送是依赖固定在送料杆上的夹持器或夹爪完成的。无论是夹持器还是夹爪, 其形式和性能都取决于所传递的坯料或零件。多工位机床工作时滑块和送料杆的运动可能会与模具发生干涉。因此模具设计人员应该掌握干涉曲线,即表示多工位生产线上夹具(夹爪、吸盘)运动轨迹的曲线及运动过程中送料杆的移送行程和压力机滑块行程相对运动关系的图表以及曲线。模具距干涉曲线的间隙量原则上为30mm。
上模与夹爪的干涉检查如图9所示。
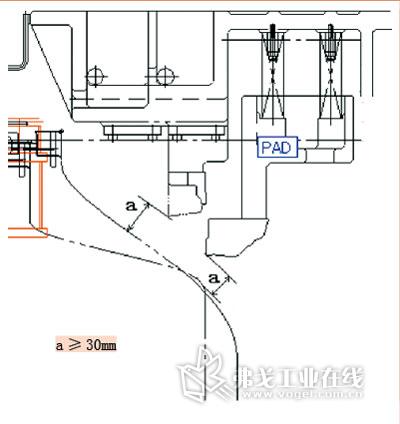
图9 上模与夹爪的干涉检查
结语
多工位生产方式是降低冲压生产成本,提高生产效率的主要生产模式,可以帮助众多汽车生产厂家取得巨大经济效益。多工位生产线在生产过程中,由于没有堆积的中间在制品,因此并不需要库存半成品,这样既节省了来回吊装运输及堆放准备工作的时间,同时也减少了因中转带给成品的划伤和磕碰,大大提高了成品件的精度和稳定性。因而,这类压力机特别适用于汽车覆盖件的大批量、高质量冲压生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖