浅谈总装油漆外观防护质量控制
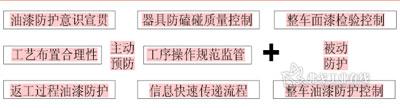
图1 总装油漆防护基本思路
总装的工艺特点是零部件多而且装配大多依靠人工完成,如何确保总装制造过程中整车油漆“零磕碰”问题是总装质量控制中的一大难点。本文结合实践浅谈如何建立一套系统的总装油漆质量预防控制方案来有效保护整车油漆总装防护问题。
作为汽车制造中人数最为众多的总装车间,几乎所有人的装配都要跟整车的外观表面有直接或间接的部分接触。如果这些操作中缺乏油漆保护,一旦油漆出现了磕碰、划伤等问题并流入市场会降低顾客的购买欲望从而影响销售,即使制造中及时发现并进行了相应的返工,返工所带来的工时和成本等浪费也是巨大的。因此,如何做好系统的提前预防工作以保障整车的油漆表面完整完好就显得尤为重要。
总装油漆质量影响因素
总装的制造主要是由装配人员手工操作完成的,而员工在装配中不可避免地要与整车接触,因此对整车油漆表面外观造成的最大威胁因素主要是员工的行为习惯问题。主要包含几个方面:员工的劳保用品穿戴、工具使用是否合理、装调习惯是否规范以及员工的取放件动作等。另外,器具作为承载零部件的主要载体,其本身的设计是否合理和日常维护保养是否到位也会对整车油漆外观造成较大影响。除此之外,装配辅具、车身吊具、车辆防护以及零件包装、摆放、工艺布置以及整车的线下返工都是可能造成整车油漆磕碰划伤的重要因素。
总装油漆防护基本思路
众多的影响因素决定了总装油漆保护不只是解决一个具体质量问题的,而是一个系统性的质量控制体系问题。总装的油漆防护基本思路应该包括被动防护和主动预防两个方面。其中被动防护所要承担的职责是防止整车油漆磕碰划伤问题的流出,主要包括对整车主要部位油漆防护和整车生产过程油漆检验等。而主动预防所要解决的是减少整车油漆磕碰划伤问题在总装车间制造过程中的产生,主要包括:油漆防护意识的宣贯、工艺布置的合理性、工序操作审核监管、信息快速传递流程、返工过程的油漆防护措施和器具防磕碰质量控制等。总结起来,开展总装油漆防护工作最终要形成一个被动的防护解决问题车辆流出并且为主动预防提供准确的数据支持,而主动的预防要为减少油漆损坏的重复产生并且为总装油漆“零磕碰”实现打好基础这样一种良性的质量控制循环局面(见图1)。
总装油漆被动防护策略
1.整车油漆检验控制
适当的油漆检验点的设置对于油漆质量控制的初级阶段来讲至关重要,它一方面及时地发现整车制造过程中产生的油漆磕碰划伤问题,另一方面为快速地查找问题根源和实施围堵预防提供信息依据。在检验点的设置中应充分考虑生产线的具体情况同时结合本款车型的特点,一般情况下,涂装的入口要设置检验,首先要确保输入的车身油漆完好,避免后续检验点发现问题后难以辨别问题的发生源。生产线检验点的设计要根据装配工序的特点来定,在内外饰的装配区域、整车下线后调整和返工区域要进行重点设置,底盘装配区域由于主要从事车身底部操作不容易磕碰车身可以不设置。各油漆检验点的检验项目要根据本检验点所辖的装配工序内容进行针对性检验,同时《检验记录表》应以整车车身的简图为基础,然后将检验到的问题以标注的形式记录,这样便于分析并找出控制重点。另外还要指出的是检验的问题要及时输出给相应的油漆管控人员,以便快速地将问题控制在根源,尽量使其不发生。油漆检验点要实行倒推法进行管控,即下个检验点评估上个检验点,检验点评估所承担的检验责任区域,对出现的问题要立即进行反馈和措施制定,最终形成以检验点为核心的油漆控制局面。
2.整车防护衣防护控制
防护衣作为被动防护的一种手段,在总装的油漆控制中不可或缺。其在总装的第一道工序就要给整车穿上,这才能有效避免整个制造过程中装配员工与车身油漆表面的正面接触,一定程度上为油漆表面筑了一道防护墙。
防护衣的设计和使用中需要注意几个问题:整车的主要防护衣包含四门和前后保险杠,防护衣的型面要注意能够与被防护部位贴合紧密,否则车辆运行过程中易脱落而失效。防护衣与车身接触部分的材料应采用发泡等不容易吸附颗粒、铁屑的材料。防护衣与整车连接时选择磁性材料,应注意在磁性材料的外部再包裹一层不易使磁铁吸附颗粒的布质材料,这样才能保障防护衣转送拆卸过程中的清洁问题等。防护衣的存放悬挂也要注意避免叠压到一起,应尽可能地通过悬挂的方式来减少防护衣内表面与灰尘接触的机会。

图2 某车型座椅装配防油漆划伤防护装置
整车防护衣的另外一个组成部分是,防止装配过程中某些零部件或者工具使用过程中与车身某些油漆部位接触引起的磕碰划伤问题。这部分防护衣相当于防护辅具,这些辅具包括:防止门槛划伤的门槛辅具(见图2)及前格栅护框粘贴防护膜等。这些防护衣与上述整车的主要防护衣的不同在于,其要根据各生产线车型的具体情况设计,最终要以易划伤磕碰区域被防护到位为准。
以上所提两项工作是整车油漆被动防护的两大主要方面,当然我们还可以进行更多的拓展,最终只有一个目的,就是使整车生产线油漆质量受控,避免问题出现。
总装油漆主动预防策略
被动的防护只能从一定程度上减少问题的出现,但并不能从根本上解决引起油漆外观磕碰划伤因素的减少,因此只有更多地主动预防才是总装油漆质量控制中的重点,下面介绍几种常见的方法:
1.视觉油漆质量意识宣贯
基于总装专业的特点,员工保护油漆意识的培养是主动预防策略中首当其冲要考虑的问题,而这并不是一次培训就可以解决的,需要长期而持续的“讲”和“查”。“讲”是指我们要通过各种手段使生产线相关人员(包含装配工和其他人员)充分认识到油漆保护的重要性和保护方法。这种手段和方法可以是多种多样的,比如:可以利用生产线循环使用的车身吊具作为载体,可以通过电子目视化大屏幕滚动展示防护原则,可以采用静态目视化喷绘看板图示化防护理念,以及可以通过班组班前晨会进行防护细节要求等。通过这些感官视觉手段让员工将油漆防护理念铭记于心。所谓的“查”是指对既定的油漆保护规范在书面化的基础上通过强有力的监控手段使其在实际操作中成为员工的工作习惯,注意日常这样的监督检查要讲究持续和针对性,最终要形成一个自觉执行规矩的自主管理良性循环。
2.器具防磕碰质量控制
整车油漆控制的另外一部分是整车的塑料件。对汽车的塑料件来讲,其防护与整车车身的防护有所区别,供应商塑料件油漆喷涂合格出厂后要面临两次考验:
(1)第一次考验是塑料件运送过程中的防磕碰问题。此时,控制的关键在于周转器具的设计是否充分考虑本塑料件的特点并做到了有针对性地防护。器具的内表面注意不能采用硬质材料,可以采用泡沫、橡胶和帆布等软性材料;还要注意器具内单个零件之间的间隔,不能过于紧凑,否则即使运送过程没有问题但是在员工取放件时也会导致相邻两个件的干涉而引起磕碰划伤。另外,还需要考虑日常周转器具的日常磨损问题。这几个方面是保护塑料件周转过程不受器具碰擦损伤的关键。
(2)第二次考验是装配前的分装过程。分装台面的材料选择是否充分考虑油漆保护、分装台面实际使用中的台面清洁度以及工具和零件的摆放是否合理都将会影响到塑料件分装时的油漆质量是否受损坏,因此,这些方面要采用提前性的预防对策,以确保塑料件的油漆质量。
3.返工过程中的油漆防护控制
整车下线后由于所有零部件已装配齐全而防护衣已拆卸回收,此时整车的所有油漆外观部分全部暴露在外,而下线到合格交车的过程中还要面临驾驶驳运、整车检测和问题返工等各道工序,这些操作与生产线相比较为灵活,因此所引起的油漆磕碰划伤因素比较随机,难以准确判断出发生根源。因此,此时的油漆防护控制就难以制定很具体、很精确的措施。这里我们要采用假设油漆质量影响因素的方法去主动对策,主要从员工的行为习惯相关工作展开。首先,人员的劳保用品穿戴是否会损坏油漆,包括:金属物品不能外漏,不能穿戴硬底鞋等,返工中不能将身体趴或靠在整车上;其次,返工人员返工装备要做好防护,所使用的工具统一采用塑料盒盛放,料盒周围可用软质材料包裹,所用的工具手柄部分也要采用橡胶等材料包好,返工的过程中零部件不能落地摆放或摆放于车身上以避免磕碰情况发生,一些调整类工具应尽量采用尼龙、塑料类工具;最后,还要建立日常返工规范监察机制,将所有这些规定汇总成监察清单进行具体实施。
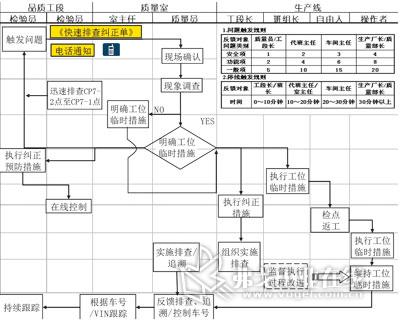
图3 油漆问题信息传递问题解决TIP LEVEL流程
4.问题信息传递流程梳理
问题产生后的整改、改进流程也是主动预防措施中的重要项目。如何快速、高效地将各检验点产生的问题传递到发生源并围堵到位,对于减少问题的重复发生至关重要。要做好这一点,首先,我们应该建立明确的信息传递及解决流程,应将各单位承担的职责和问题升级解决流程书面化(见图3);其次,要建立联络图内各相关人员的联络方式,确保信息传递畅通;最后,要注意多班次交接时问题及措施的交接落实效果。我们可以将当班次发生问题制作成《油漆问题确认清单》,通过书面或图示方式将交接内容清晰地展现出来,然后以交接签字的方式使下个班次准确接收到相关信息,最终形成多班次执行不走样的控制效果。
5.工艺布置合理性研究
生产线的工艺布置也很重要,其中要考虑以下几个方面:
(1)工具的选型和使用是否合理:工具的选择和使用不当也会引起油漆磕碰划伤问题,例如轮胎螺母紧固工位,部分铝轮辋车轮的螺母是采用内陷式设计,如果使用普通的金属外包边套筒很容易造成轮辋的划伤。此处的套筒选型时就要注意套筒壁厚不能选择太厚,要选择含有塑料包边的套筒;紧固前还要注意预拧,否则工具紧固过程中套筒处于歪斜状态,这时紧固很容易使套筒边缘与铝轮辋干涉造成油漆划伤。
工具的日常维护使用也会引起油漆的磕碰划伤问题。例如紧固螺钉所采用的十字刀头和套筒如果使用一段时间磨损后未及时更换,再加上总装所使用的大部分是动力式工具,其特点就是转速快、效率高,由于未及时更换刀头或套筒就会使其与螺钉或螺母配合不紧,此时,员工在工具高速旋转时就会出现打滑现象,打滑的结果就是划伤油漆。因此,我们要根据每把工具紧固内容的不同制定出详细的更换计划并严格执行。另外,工具使用中还需要注意气动工具的气管接头部分,此部分影响因素往往容易被忽视,但实际上接头的金属外露部分很容易造成无意识的磕碰划伤,因此对这个部分要采用橡胶胶套等方式进行充分的防护。最后,工具的使用前不能空转也是一个重要影响因素,这要在具体的工具培训中进行规范。
(2)吊具和悬链的布置合理研究。生产线吊具的设计、悬链的高度等相关因素也会影响到整车的油漆质量。例如:车身在吊具上经过悬链的上下坡道时,门和盖开启时是否会产生干涉,外后视镜装配后四门开启是否与吊具干涉等,均是工艺布置时需要考虑的问题,因此在工艺验证时要充分考虑这些因素的解决对策。其次,在多款车型共线制造中,由于当初生产线工艺布置中未考虑后续车型的工艺通过性,因此提前的通过性工艺验证就显得尤为重要。最后,某些零部件在使用的动态过程中也会产生掉漆、划伤,对这些部位也要充分地排查,通过排查发现问题根源然后制定详细的控制措施予以避免。
6.工序操作规范的监管研究
对工序操作的监管机制研究最终将是所有预防措施执行效果的保障手段,此方面所涉及的工作范围也很广。首先,可以举办“油漆防护意识装配技能比武”;其次,还可以以“油漆零缺陷挑战车”为课题组织管理人员进行专题挑战活动,组织大家共同参与进行一次生产线油漆防护审核,此过程在让操作人员重视的同时可以多角度、深层次地发现隐蔽的问题;第三,员工操作习惯要靠具体问题的装配操作执行来落实,主要通过班组长进行实施,可以将问题制作成《易发油漆问题控制措施日查表》的方式由班组长在日常过程中监督检查指导。
结语
本文总结了汽车整车油漆防护的影响因素,重点分析了产生油漆损坏的具体原因,然后从被动防护到主动预防多角度地探讨了开展油漆防护工作的具体方法。事实表明,尽管影响总装油漆质量的因素有很多,但是通过防护工作的开展,所有的影响因素完全可以控制,众多磕碰划伤问题可以避免。每个企业都有自己的特点,因此开展此项工作的细节方面还要因地制宜。相信在实际工作的不断探索中,总装的油漆控制方法将会越来越多。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖