防错技术在汽车制造过程中的应用
本文以奇瑞QQ3、G5等车型为例,阐述了防错技术在汽车制造各个环节中的应用,将“全员参与、全过程管理”融入到焊装车身焊接、总装整车装配的各个环节,以保证生产过程中的差错预防,并最终保证产品生产的一致性。
目前,汽车生产企业已经步入大规模流水线式生产,并在逐步实现现代化和自动化,但生产细节部分仍然需要人工操作,重复性操作及记录难免出现差错。作为制造企业,为了降低成本,提高产品质量,管理者通过各种管理方法减少或消除员工在操作过程中出现的错装、漏装和漏焊等质量缺陷。
“防错技术”是保证员工的误操作机率降至最低的一种方法。汽车制造过程中常用的防错技术,主要是利用各种工装辅具、夹具和检具等方式让员工不出现误操作。即使在错误发生时员工也能很直观地察觉错误出现的根源,及时纠正错误,挽回不必要的损失。防错技术的运用,保障了员工操作的准确率,确保了生产产品的一致性,稳定了产品合格率,为构建节约型企业打下了坚实基础。

常用防错技术的运用与案例分析
笔者结合多年现场工作经验,以奇瑞汽车制造过程中应用的防错技术为实例,浅析常用防错技术的原理及运用。
1.利用车型配置不同,冲压件状态差异,增加电磁感应阀防错
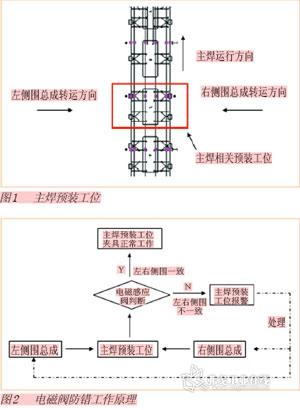
QQ3车身普通版与简装版利用左右侧围底梁上面一排方孔加以区分(普通版有方孔,简装版无方孔)。焊装车间生产时车型批次切换比较频繁,为预防左右侧围总成在主焊预装工位(见图1)出现装错而造成骨架报废问题,在预装工位夹具上增加电磁感应阀,其工作原理如图2所示, 当电磁阀感应到左右侧围总成状态不一致时就会报警并停止主拼夹具工作,只有当左右侧围状态一致时预装工位夹具才能正常装夹,杜绝了左右侧围状态错装问题。
2.利用冲压件自身差异,增加电磁感应阀防错
奇瑞A3车型,后舱衣帽架盖板支左右架在外观造型上差别很小,在夹具上的定位只是用圆定位销加一个面限位,并且左右件的装配可以在夹具上混装,若装错之后只有到装配衣帽架时才能发现。

根据衣帽架盖板支架的外观造型和定位方式(衣帽架盖板支架的定位孔是方孔,夹具使用的定位销是圆销)进行改造,将圆销定位更换成方形销定位(见图3),左右件根据料边的长度分别选择“短边+短边”和“短边+长边”定位,这样左侧件装右侧件定位销或右侧件装左侧件定位销均无法装配,从夹具的定位和零件料边的限位杜绝了该件左右件混装的现象。
剖析:焊装车身生产过程中,通常利用冲压件自身状态差异进行防错,除以上两个典型案例所述的增加电磁感应阀防错外,通常还在夹具上增加干扰支撑块、干扰定位销等达到区分冲压制件状态差异的目的。
3.在焊钳上增加限位挡块,改善牙边焊点焊接困难及焊接分流问题
QQ3车型左右侧围总成补焊工位,由于工艺的特殊性,所有的补焊点都是牙边焊点,在焊接时以焊钳的下电极为定位进行焊接。为了节约操作时间及提升生产节拍,选择连点焊接,由于焊接区域较窄,人为操作无法控制焊接的一致性,容易导致焊钳将钣金棱线击坏。
根据补焊牙边焊点的工艺特殊性,将补焊焊点牙边的长度进行分类,用两把焊钳进行焊接。在每把焊钳上增加一个以牙边为基准的导向(限制焊钳的喉宽见图4),导向的材料使用绝缘、硬质和耐磨材料,以防止焊接分流影响焊接质量。让牙边挡住焊钳起到定位导向作用,这样焊接时既能使用连点焊接,又能保证牙边棱线不被焊钳打坏,同时也减少了员工焊接半点的机率。

图7 工位增加覆盖装置防错
4.在夹具上增加挡块达到防错的目的
奇瑞“东方之子”车型前副车架在左右纵梁上面各有两个安装点(见图5),其中前安装点需要在焊装调整线装配双头螺栓。由于副车架前安装点(M14螺母孔)附近有个M14的后悬置凸焊螺母,并且与副车架前安装点螺母孔前后间距仅为90mm(见图6),员工在调整线装配时无法有效目视前副车架安装点位置,只能依靠员工熟练程度和装配技能实现装配,常出现双头螺栓装错现象,质量问题一直无法得到控制。
对工艺进行优化,将前安装点双头螺栓的装配由调整线OP20工位转移到主线OP90工位,并在OP90工位的工装上增加一个覆盖装置,将后悬置M14螺母孔进行覆盖(见图7),只留下副车架前安装点进行装配,这样杜绝了双头螺栓错装的现象。
剖析:在利用工装装配时,可以根据工位工装的特殊性,除了在工装上增加各种堵块、挡块、限位块、支撑块、压块和定位块等方式达到防错的目的外,另外可以通过增加自检、复检和专检等工艺进行防错,这些都是汽车生产现场最常用的防错方法,能够容易实现员工标准化作业。
5.利用颜色区分的方法,达到区分不同配置零件的目的
“东方之子”车型和“东方之子CROSS”车型四门扬声器外观造型上一样,只有标签上存在差异。“东方之子”扬声器上的标签零件号有尾缀BA,而“东方之子CROSS”扬声器上的标签零件号无尾缀,如此细微的差异导致物流配送人员和装配人员作业过程中不便识别,若发生人员变动和应急生产的情况时易发生错装。
针对扬声器外观无差别,现场定置摆放、装配划线检验以及下道工序复检等措施均无法控制装错现象。经查证装错的根源还是现场无法区分两个车型的扬声器状态,将“东方之子CROSS”的扬声器的标签更改为蓝色,并在现场做定置摆放,员工装配时只需对应相应的车型装配相应颜色的扬声器即可。
剖析:多车型共线生产实现了生产线的柔性化,利于相同平台车型的资源整合,有效降低生产成本。但车型配置的不同给员工识别装配带来困难,利用颜色的不同来作为一种防错的手段,能有效防止因配置不同而错装的可能性,同时也便于工位零件的目视化管理。

6.采用排序供货方式,达到防止错装的目的
东方之子、东方之子CROSS和瑞虎三款车型共线生产,三款车型三元催化种类较多。在生产过程中,若人员发生变动或员工装配掉线,就会出现三元催化器错装现象。
根据三元催化器装配的特点,采取排序供货(见图8),油漆车身在总装车间开始装配到三元催化器装配工位共需要4h23min,物流根据油漆车身下线的顺序,对上线的车辆进行排序供货,每2h对现场进行一次物流配送;工位器具可以做成分层次摆放,每个工位器具承载的三元催化器可以满足现场2h的生产需要。
这样员工装配只要按照物流配送的顺序用件即可,保证装配不出现错装。
剖析: 排序供货的方式提高了装配效率,大大降低了错装的几率,同时也便于现场管理,利用排序专用器具更方便了物流件实时配送到工位,保障了生产节拍。
7.力矩整合防错
东方之子、东方之子CROSS和瑞虎三款车型共线生产,蒸发器固定螺母力矩分别为6.5±0.5Nm 、9±1Nm、 5.5±0.5Nm 。三款车型蒸发器装配固定螺栓使用同种型号,只是工艺力矩要求有差异,现场为了装配必须配备三种力矩的气动扳手(三种力矩的扳手均使用M10的套筒,且气动扳手均能互换使用)。由于车型装配更换批次的频率较快,经常出现力矩扳手混用的情况,造成各车型蒸发器固定螺母力矩达不到工艺要求。利用力矩整合放错,区别三种力矩,保证对应正确。
剖析:总装作为汽车生产四大工艺中的最后一道工序,力矩和错漏装管理是质量控制的核心,现场的工艺整合不仅仅局限于对力矩的整合,在相同的装配环境和工艺允许的条件下,对差异零件型号的整合也是常用的防错方法。
8.利用差异零件实现功能的相同,进行工艺整合达到防错的目的
奇瑞瑞虎车型左右舵空调蒸发器进风口罩紧固螺母有差异,左舵空调蒸发器进风口罩紧固螺母型号为Q32006,右舵蒸发器进风口罩紧固螺母型号为Q32006L,其紧固力矩都相同,这样的差异极易造成员工装配时用错螺母。
针对奇瑞瑞虎车型左右舵空调蒸发器进风口罩紧固螺母的差异,通过工艺的可行性分析和验证,将右舵空调蒸发器进风口罩紧固螺母型号“Q32006”替代左舵空调蒸发器进风口罩紧固螺母型号“Q32006L”,将装配工艺统一采用右舵车的装配螺母。使用型号为“Q32006”的螺母进行装配(见图9),将工艺进行整合,防止了左右舵空调蒸发器进风口罩紧固螺母出现混装的现象。
结语
防错技术在汽车制造业的应用十分重要,涉及到的领域十分广泛,生产现场可以利用的防错方法很多。除上述案例叙述的常用防错方法外,还包括辅具检测、声音控制、计数器、加减法防错、杠杆阀限位防错、电路防错、看板和画线防错等。防错技术的实际应用,可以有效地降低因“人”的原因导致的错误,达到产品质量提升,为企业降低成本,提高质量管理的目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖