总拼技术在柔性焊装线中的应用

图1 柯马OPENGATE总拼形式
本文从汽车产品平台化和生产线规划的角度阐述宏观意义上的柔性技术,简要介绍了世界上比较典型的柔性总拼夹具。总拼技术是柔性焊装线体的关键,性价比高的总拼形式将在柔性焊装线体技术中有广阔的应用前景。
在汽车制造企业中,怎样更快地推出新的产品,更快地对旧产品更新换代,是赢得市场的关键所在。而产品平台化是既快速又节约投资的推出新产品的主要手段,所以在生产线规划过程中我们就要考虑产品的平台化,考虑线体的柔性化。总拼技术是柔性线体实现的关键所在,是焊装柔性线体最重要的组成部分。在工厂中,焊装线体相比涂装、总装线体的刚性强,产品通过性差,所以如何实现焊装线体的柔性化越来越被各汽车公司关注。
产品平台化
激烈的市场竞争要求在汽车制造企业中建立不同产品之间的共用技术平台,以最小的投入推出新的车型。几种车型共用车身下部总成,通过改变车身前后部和侧围来实现新产品的要求,从而实现新产品的推出。在德国大众奔驰车型中甚至侧围内板也可以共用,只通过更改侧围外板总成来改变造型,推出新产品。长城汽车公司的凌傲两厢轿车与腾翼C30三厢轿车就属于同一平台的车型,其车身下部总成为共用焊接总成。还有一种是不共用焊接总成,但是滑橇孔和吊挂孔必须共用,也可以满足不同车型不同产品的柔性线。

图2 库卡OPENGATE总拼形式
同一平台的车身,其下部和其他部位有许多通用的焊接总成,在生产线的设计和制造方面容易实现多品种混线生产,具有节省投资、面积和人员等许多优点,还可以降低冲压模具费用。在现有的汽车底盘基础上开发新车型,其工作量仅仅是开发全新车型的30%,应引起国内汽车制造企业的高度重视。汽车产品的平台化是少投入、多产出和降低成本的最好途径,是最根本的柔性技术。
一次规划、分步实施
规划新的焊装车间一定要考虑将来可能生产的车型是否是同一平台上的车型。如果前期规划时明确了产品系列和平台化,就为焊装车间柔性线和混流生产提供了前提,在焊装夹具、设备和生产线等方面预留柔性线的接口,这就要求汽车制造企业要有长远的产品规划。一次规划、分期实施,少投入、早产出,减少企业投资风险,从宏观上讲也是一种柔性技术。将生产纲领分成几个阶段来达到,比如:整体规划50万产能,一期25万产能,二期25万产能,而且一期内还可以再分两期,10万和15万产能。根据每个阶段的生产能力来布置焊装生产线,配置设备和预留面积,使整个焊装线体物流合理、成本降低。
主线总拼技术
焊装线体的柔性化也就是焊装夹具、焊装设备的柔性化,其中最主要的就是焊装夹具的柔性化。焊装夹具中主焊线总拼夹具技术决定着焊装线体的柔性化。
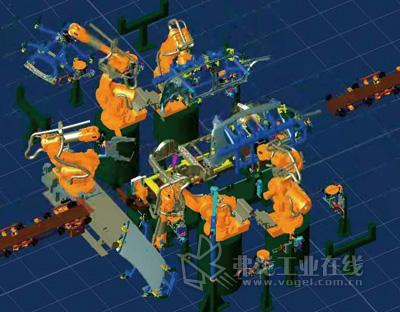
图3 ABB机器人抓手切换总拼形式
在保证输送过程中的定位孔统一的前提下,主焊线(除总拼外)实现柔性化主要体现在对车身在夹具的定位上,可以在共平台的产品上使其定位孔统一,非共平台产品可以使用气缸带动定位装置旋转或移动来实现定位。还有最新的NC定位系统,能够在6个方向自由移动,使其更具柔性化。
主焊线较侧围、前后地板和机舱线体所需的柔性更强,在柔性主焊线体中,总拼夹具的柔性化决定着主焊线的柔性化。在总拼夹具技术中,各个夹具制造商都形成了自己的特点。
1.经统计OPENGATE总拼形式共有6种
其中以柯马(见图1)和库卡(见图2)的总拼最为柔性化,其余还有翻转推进、平移推进、上部摆动开合式和下部摆动开合式。对于外部造型完全不同的车身来说,后面的4种若实现总拼的柔性化只能是增加总拼工位来实现。柯马和库卡的OPENGATE总拼只需在一个总拼工位就可以实现夹具和车型的切换。两种总拼形式的特点:车型可以单独调试,不影响生产车型正常生产;车身焊接稳定性较好,对钣金件精度要求相对较低;采用预装,节省总拼工位节拍;技术成熟度较高,后续车型增加方便;占地空间大;一次投入费用高。
柯马的OPEN GATE总拼形式,各个不同车型的总拼夹具分别放置在滑轨上,各滑轨之间连通,通过将不同车型的侧围总拼夹具移动至合拼工位,来实现夹具及车型的切换,每一次侧围夹具的转换时间为20s,可以生产6个共平台的车型。此种总拼形式在奇瑞公司M11/12、A13车型中应用。库卡的OPENGATE总拼形式,线体两侧共有4个旋转装置,每个装置上放置3种侧围抓具。在上海大众(帕萨特B5)、沈阳金杯(新M1中华)、沃尔沃(S80)、重庆长安(迷你巴士)、东风(卡车)、一汽大众(新捷达)、通用(泰国工厂ZAPHIRA)、宝马、菲亚特、丰田和奇瑞(B21)等车型中广泛应用。

图4 LG机器人抓手切换总拼形式
2.ROBO GATE(机器人抓手切换)形式
主要有两种,一种为ABB公司的机器人抓手切换形式(见图3),另一种为韩国LG公司的机器人抓手切换与推进结合的总拼形式(见图4)。机器人抓手切换的总拼形式可以实现4种车型的柔性混线生产,通过后期增加抓手来增加车型;机器人抓手切换与推进结合的形式非常适合车身侧围部分相同或近似的车身结构,通过切换推进机构和机器人抓手来实现不同侧围车身的总拼焊接。两种总拼形式的特点为:占地面积小,节省空间;柔性更好,可完全混线生产;总拼工位焊接焊点数量少;技术成熟度较高,后续车型增加方便。
ABB公司的机器人抓手切换形式,侧围为整体抓具,机器人携带抓手抓取侧围后,放至总拼工位,抓手又起到夹具的作用,抓手之间通过锁紧装置锁死,抓手与下部定位装置之间也有锁紧装置。机器人旁边可以放置几套侧围抓具用于切换不同车型的侧围。此种总拼方式应用广泛,主要应用在北京奔驰、武汉神龙、上海通用、上海大众、一汽大众、海南马自达、长安福特、江淮和吉利等汽车企业;LG公司的ROBO GATE总拼形式,侧围采用分体式总拼,侧围相同的部分采用(GATE)推进装置,不相同的部分采用机器人切换抓手。此种形式相对侧围整体抓手的形式要求的机器人负荷较小。此种总拼方式在长城汽车的腾翼C30车型线体中有所应用。
3.四面体总拼形式
此种总拼方式是从日本或韩国引进到我国的,其原理是通过可水平旋转的滚筒转动来实现侧围夹具的更换,滚筒四面可以安装4套侧围夹具,最多可适应4种车型的切换。四面体总拼形式技术成熟,但占地面积大,图5为四面体式总拼形式,在哈飞和长城汽车有所应用。
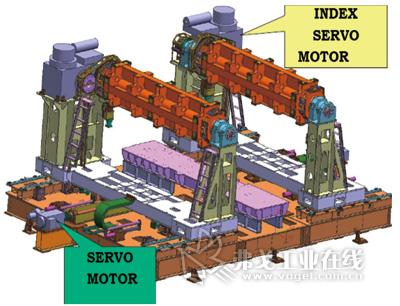
图5 四面体式总拼形式
4.内置式总拼夹具
它是丰田特有的总拼夹具形式,其特点是:没有传统的侧围夹具框架,整个夹具从无顶盖车身总成顶部落下,夹具夹头从车身内部夹紧。采用内置式夹具,使焊钳比框架式夹具更易于接近焊接部位,焊接的工艺性好,并且可使点焊机器人最大限度集中,在总拼工位焊接的焊点数量多,能够有效保证车身品质。如果不采用这种内置式合装夹具,则无法布置较多的焊接设备。另外内置式夹具从顶部由机械化设备吊入,在本工位二层可设置总拼夹具库,便于切换侧围夹具,在多品种混流生产时优势更为明显。目前,内置式合装夹具已广泛应用于日本国内轿车焊接生产。
设备选型
工艺设备的选用不仅要满足生产需求、确保产品质量,而且要充分考虑技术的先进性、可靠性和通用性。针对车型通用性不好的专用设备在市场中的份额会越来越小,如多点焊机、专用弧焊机和傻瓜焊等;而通用性好的设备将会有广阔的市场前景,如焊接机器人、悬挂点焊机和焊接螺柱自动输送机等。在满足生产纲领的前提下,应该尽可能选用通用性的机械化传输方式,如电动葫芦、滑橇、往复杆和摩擦线等。
为确保焊接质量,降低工人劳动强度,部分人工操作困难、焊接质量难以保证的焊点将更多选用机器人焊接。机器人适应车型变化的能力极强,一般点焊机器人只需修改运行程序和更新焊钳就能适应新的不同系列的车型,而且随着劳动力成本的逐渐提高,柔性很好的机器人将会拥有广阔的市场,所以国内汽车制造公司的自动化率也是逐渐在提高。对于焊接总成的补焊工位,采用机器人抓持工件、固定式自动点焊钳焊接的方式,要比机器人抓持焊钳焊接固定在夹具上工件的方式更具有柔性和经济性。通过更新机器人抓持的工件和自动焊钳工作程序就可以实现柔性生产,而不用更新夹具和焊钳。
结语
焊接生产线适应的车型品种越多,柔性越好;而总拼设备越复杂,价格越高,经济性反而不好。柔性与经济性之间存在一个最佳平衡点,此时生产线的性价比最好。随着我国各汽车公司产品系列的逐渐丰富,性价比高的总拼技术在柔性焊装线的应用将有广阔的前景。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖