优化缸盖线工艺 实现效率提升
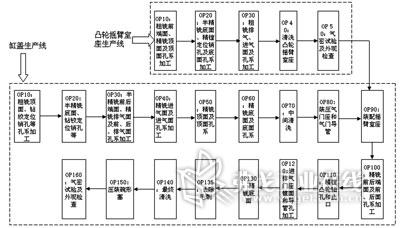
图1 缸盖线工艺流程
发动机缸盖生产线的效率,是可以在后期生产阶段中不断改进提高的。江铃股份发动机厂运用精益改善的思想,对机加工工艺进行分析,找出不合理加工工艺并实施改善,提高了生产线效率,降低了质量风险,并使企业的人力成本、能耗及设备投资大幅减少。
随着汽车产业竞争的加剧,销售价格的竞争更趋白热化,“高效率、低成本地生产出高品质的产品”成为企业为保持竞争力而不懈追求的目标。因此,公司制造部对生产效率又提出了更高的要求,维持现状就意味着倒退,必须要结合精益生产要求,本着“高效率、低成本”的指导思想,积极主动地利用各种精益改善方法,有效地发现制造过程中不经济、不均衡及不合理的现象,找出改善重点,从而达到缩短生产周期、提高生产效率、减少浪费的目的。
下面我们以江铃股份发动机厂缸盖线的加工工艺优化为例,为大家介绍如何对加工工艺、生产线平衡进行分析,找出加工工艺的不合理布置,并予以改善,从而实现提高生产线效率,挖掘现有生产能力,降低质量风险,减少企业人力成本、能耗及设备的投资。

图2 缸盖线工作平衡图
生产线介绍
江铃股份发动机厂4C车间由4条生产线组成:曲轴线、连杆线、缸盖线及缸体线。新发动机一期工程设计产能为5万/年,每道工序的设计节拍为276 s。后续将开展发动机二期工程,使设计产能达到10.6万/年,工序设计节拍为138s。
缸盖结构复杂,共分为三段加工:缸盖粗加工、凸轮摇臂室座粗加工及缸盖合盖精加工,具体的缸盖线工艺流程如图1所示。缸盖有数量、种类繁多的装配螺纹孔,这些装配孔主要集中在缸盖粗加工工位进行钻、扩和攻丝等。因此,粗加工一直以来都是整条生产线的瓶颈所在,严重制约着缸盖线产能的提升。为了提高生产效率,达到产能要求,缸盖团队对半精加工工艺进行了仔细研究,调整工艺,使各工位节拍均衡。
工艺改进背景
长期以来,缸盖线OP40(精铣进气面及进气面孔系加工)、OP50(精铣顶面及顶面孔系)以及OP60(精铣底面及底面孔系)的生产节拍超出了设计节拍,如图2的缸盖线工作平衡图所示,需要我们进行改进。
工艺优化可行性分析
缸盖线OP40加工进气面电热塞孔(见图3)和进气歧管安装螺栓孔,加工电热塞孔工艺分为钻、分段钻、铰及攻丝共4把刀具加工。经过对电热塞孔产品图样的分析发现,电热塞孔的公差及表面粗糙度要求不高。我们认为钻头加工后的尺寸及表面粗糙度就可以满足要求,无需最后的铰加工。修改加工工艺后,缸盖OP40的生产节拍从296s降低至266s。
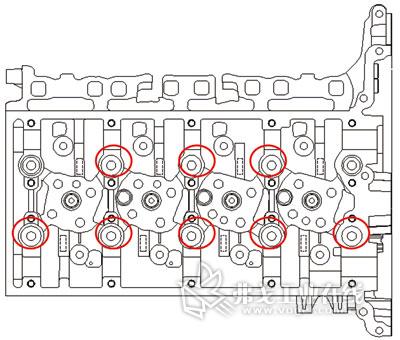
图3 缸盖电热塞孔
从图2分析发现,缸盖OP50、OP60的生产节拍不能满足要求,而缸盖OP10和OP20的生产节拍有富余。
从图4和图5可看出,缸盖线OP50主要加工顶面孔系(缸盖与凸轮摇臂室座连接螺栓孔、缸盖与缸体连接螺栓过孔以及喷油器安装孔);而缸盖OP60主要加工底面孔系(进排气门座圈和气门导管底孔、碗行塞孔等)。
经过缸盖工作小组对缸盖线的工艺分析,我们发现缸盖OP50的夹具定位方式与OP10一致,缸盖OP60的夹具定位方式与OP20一致。我们将缸盖OP50加工的缸盖与缸体连接螺栓过孔(见图4中红色标识)移至OP10加工,将缸盖OP60加工的缸盖底面碗行塞移至OP60加工。
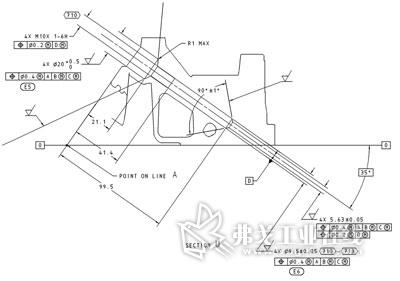
图4 缸盖OP50工序图样
经过工艺试验验证后,以上OP50和OP60的工艺修改方案可实施。缸盖OP50的生产节拍自305s降低至275s,缸盖OP60的生产节拍自286s降低至266s,而缸盖OP10的生产节拍自238s提升至268s,缸盖OP20的生产节拍自227s提升至247s,均满足设计节拍要求。
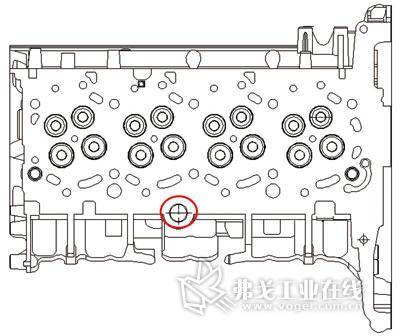
图5 缸盖OP60工序图样
工艺优化实施效果
图6为实施工艺优化后的缸盖工作平衡图,从图中可以看出:整条缸盖线的生产节拍均低于276s的设计节拍要求,缸盖线的生产能力提升至5万/年的设计产能。
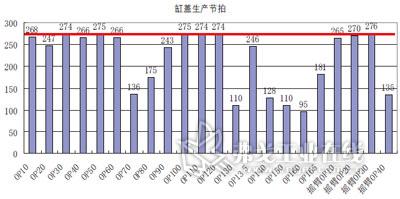
图6 缸盖工作平衡图(现)
结语
通过对缸盖线工艺、生产线平衡的分析优化,有效地提高了整线的生产效率。从中,我们也总结出一些精益改善的方法及经验,“增效降本”工作应全线考虑,无论是整线工艺安排还是机加工工艺等,每一个环节都不能忽视,全面寻找增效降本的机会,持续开展增效降本活动,建立持久的成本优势。同时,在全面推行精益生产的过程中,还应组织全体员工参与“增效降本”活动,将该项工作制度化,融入到日常各项工作中去,制定良好的激励机制,才能促进全面的降本增效。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖