加油口盖结构研究

随着汽车外造型结构的不断变化,加油口盖的外观形面日趋复杂,制作难度也越来越高,本文结合目前加油口的发展趋势和加油口盖的开发经验,对加油口盖结构进行了汇总分析。
结构分类
目前市场上常见的加油口盖按外板形状、锁闭形式、材料、外板结构和开启形式等可分为几大类。
1.按外板结构
按外板结构分为圆形、长方形、方形和椭圆形等。
2.按锁闭形式
按锁闭形式分为内置锁、外漏机械锁(见图1)两类。由于外漏机械锁直接安装在加油口盖外板上,防盗窃功能较差,且影响外观,时下已越来越不被人们采纳,尤其是高档轿车。锁头外漏结构因其结构简单、成本较低而被一些低端轿车和面包车所采纳。
3.按材质
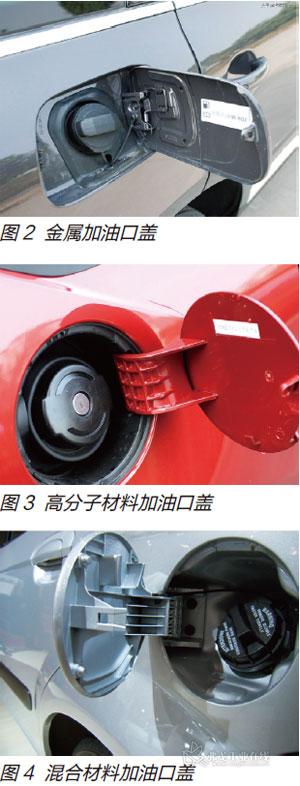
按材质分为:金属加油口盖(见图2)、高分子材料(见图3)和混合材料加油口盖(见图4,外板是金属材料,内板等为高分子材料)三类。
对于高分子材料,目前国内应用较成熟的材料是聚邻苯二酰胺(PPA)材料,它是半芳香性的聚酰胺。PPA是极性材料,熔点约为310℃,具有较高的强度和刚度。它的优点是对水不敏感,耐冲击、热稳定性好,缺点是韧性不足。一些对外观要求略低的车系,有采用尼龙混合一定量玻纤材料的结构。近期国外开始使用PBT+PC材料来做加油口盖盖板的材料,利用PC来改善PBT的易挠曲性,如果开发成功实现批量化,可以降低制件成本。金属加油口盖和高分子材料加油口盖的性能对比如表所示。
金属加油口盖按结构形式可分为翻边加油口盖、全包边加油口盖和点包边加油口盖三种。
金属加油口盖因其开发成本较低而被广泛采用。而高分子材料的加油口盖由于成本较高,一般在中高档汽车上采用。

4.按铰链的结构形式
按铰链的结构形式一般分为合页式和悬臂式两种结构。
悬臂式结构由于其支撑点悬伸于加油口盖外部,其支撑点在加油口盖最远点,力臂较大,不适用较大尺寸或较重加油口盖,易产生变形,锁紧后手压上下晃动。加油口盖外形尺寸较小不适宜采用合页式,开启后空间较小而影响加油枪顺利加油。悬臂式加油口盖开启后全部都移到加油口以外区域,其开启角度一般不受限制,但设计角度不要太大,一般在90°~95°之间。目前,国外一些高档轿车选用塑钢材质,采用悬臂式结构也较多。悬臂式结构制作装配工艺较复杂,且加油口盖间隙面差不易控制。
合页式结构较简单,易于制作及组装,且制件刚性较好(悬臂较小),此结构适用于方形外板结构,且加油口盖较大,合页式结构不适用于圆形或紧凑型加油口结构(开启角度一般不大于90°)。
结构设计经验分析
由于我公司选用悬臂式结构加油口盖较多,根据以往车型的开发制作经验,总结以下几点供大家参考:
1.加油口盖位于车身外板某一部位,结构形面取决于整车外观造型及选取位置,设计时建议尽量选取在车身形面平缓区域,尽量为外凸形面,避免为内凹形面。原因是内凹形面结构不稳定,当制件形面产生回弹之后极易形成光影聚焦区,与整车形面不光顺,影响整车外观品质。如受整车造型所限,加油口盖的布置受整车美学设计的要求,无法选在外凸平缓部位,那就在后期制作时从工艺上进行控制。必须采用拉延工艺,使加油口盖外板在成形过程中得到充分延展以消除其内应力,避免因表面回弹产生外板表面曲率与设计不符而与整车光顺性不匹配。
我公司有一款车型加油口盖结构为4个形面交汇区且为内凹结构,前期工艺设计时采用落料成形工艺,未采用拉延工艺,制件在成形过程中未得到充分延展。因此导致制件表面回弹严重,最明显处误差达0.92mm,与整车光影不匹配(见图5a)。
多次对模具进行整改,效果均不明显。后采用拉延工艺,制件精度达到±0.5mm以内,与整车不光顺问题消除(见图5c)。

2.悬臂式结构不适用于方形加油口盖,一旦产生间隙面差会很明显。即使在公差范围之内,也易给人间隙不均的感觉,而圆形加油口盖则相对易于控制。
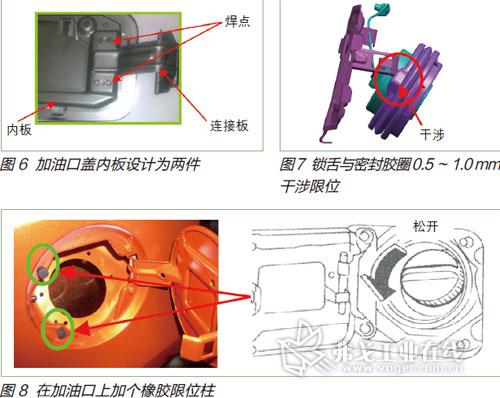
采用悬臂式结构,加油口盖内板做成一体式,外型尺寸较大,模具较复杂,人们往往会把加油口盖内板设计为2件(见图6,为内板和连接板),然后焊接。此工艺不建议采用,因为连接板与内板结构极不规则,焊接时不易定位,焊接存在变形,将来总成尺寸会很难控制,经常会顾此失彼。因此,建议采用整体式。
悬臂式加油口盖回转半径较大,易发生翻边与侧围干涉。外板不适用于翻边结构。包边或采用高分子材料较为理想,否则需适当加大加油口盖与侧围间隙, 以降低发生干涉的可能。

3.加油口盖应采取限位措施,否则锁销与锁舌之间有间隙。手按时产生里外松旷的情况,车辆行驶过程中存在产生噪声的隐患。可采用锁舌与密封胶圈0.5~1.0mm干涉限位(见图7),或直接在加油口上加个橡胶限位柱(见图8)。

4.加油口盖弹启结构
加油口盖的开启弹性制件非常重要,目前常见的主要有两种结构:一种用弹簧钢丝绕制而成的扭簧(见图9);一种是用弹簧钢板压制而成的弹簧片结构(见图10)。
在此,我们对二者的优缺点予以分析比较:
(1)扭簧式结构稳定可靠,质量易于保证,发生故障率很少。其缺点是加油口盖总成制作时工艺较复杂,组装时有一定困难,一旦发生断裂或弹性不足,更换难度较大。
(2)弹簧片结构的最大难点是弹簧片热处理。由于受其结构所限,加油口盖弹启力度不宜太大,因此制件板料厚度不宜太厚,一般是0.7~0.8mm,不会超过1mm。选用材质一般均为65Mn。而弹簧片本身尺寸很小,热处理不当会出现以下问题:硬度过高(超过50HRC)导致制件脆,受一定压力易产生断裂;而硬度偏低(小于40HRC)则会导致弹力不足,且极易变形,反复多次开启使用会出现弹性失效的情况。因此如果采用弹簧片结构,选用合理的热处理工艺是关键。
结语
加油口盖虽小,但它在车身上就相当于人脸上的一个器官,它对整车的外观影响很大。加油口盖的设计与制作的成功与否至关重要,前期设计及后期制作时不可小视。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖