汽车塑料翼子板涂装工艺探讨
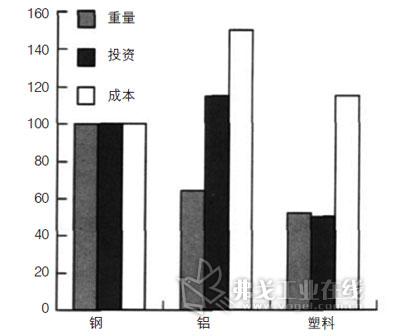
图1 不同材质翼子板成本对比
随着汽车制造工艺及材料的飞速发展,塑料材质被越来越多地应用于汽车上,且不再局限于内饰件,在某些车型的外覆盖件(如翼子板)上也得到了应用。塑料材质的应用,对整车轻量化、环境保护以及汽车的外形设计都有着深远的影响,其相对于钢材有着强大的优势。从零件重量、投资以及成本三方面,将钢、铝和塑料材质的翼子板进行对比(以钢制翼子板为基准),结果见图1(以年产量为10万辆份、生产生命周期为5年来计算)。显然,塑料翼子板的综合优势是比较明显的。
由于翼子板属于A级面,是人的视觉敏感区域,对翼子板的色差要求较前后保险杠更为严格。虽然采用塑料翼子板有诸多优势,但如何实现量产、解决由于材料变化带来的涂装工艺问题是我们的当务之急。
离线涂装工艺
离线涂装工艺是在“小涂装线”(整车厂喷涂前后保险杠等外饰件的生产线)上对翼子板进行涂装的常规工艺。具体工艺流程如下:脱脂→水洗机表面活化→吹水→水份烘干机强冷→火焰处理→底漆、面漆喷涂→低温烘干(≤85℃)。采用该工艺的优点是:
1.对翼子板材料无耐高温要求,避免随车身进入电泳烘干工序(180℃)、中涂烘干及面漆烘干工序(160℃);
2.避免高温烘烤发生变形的风险;
3.无需对现有涂装生产线进行任何改动,不影响生产,容易量产。
虽然采用该工艺,在产品设计开发、量产实现等方面有许多优势,但对于轿车翼子板这样的关键外观件,在色差控制方面,存在一定的风险。由于用户的观察角度的原因,翼子板与车身的色差较前后保险杠的色差更容易被发现;由于习惯性,用户一般能接受车身与保险杠之间的略微色差,但无法接受翼子板与车身及发动机罩之间的色差。
半在线涂装工艺
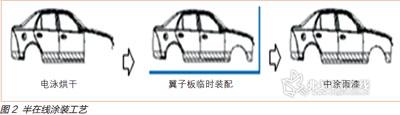
如图2所示该工艺是指在车身电泳及烘干之后、中涂及面漆喷涂之前将翼子板装配或预装配到车身上,随车身进行中涂及面漆喷涂的工艺。
由于该车型装配工艺为先装大灯,后装翼子板,所以翼子板的间隙面差调整必须在总装车间完成。考虑这一特点,制定在涂装电泳后进行翼子板预安装。采用该工艺,翼子板与车身不存在色差问题,且避免了翼子板在焊装车间被二次污染及人为划伤;无需考虑前处理及电泳处理时,翼子板掉入槽内的风险;只需在涂装车间进行简单的预安装,方便在总装时卸下操作;且不在焊装车间安装,电泳后安装对塑料材质的耐高温性有所降低(回避电泳烘干的180℃高温)。
但对于现有生产线,采用该工艺必须考虑的问题是:翼子板的安装工位如何布置?对于我们正在开发的车型,其量产线涂装车间为常规的阴极电泳及3C2B(三涂层两次烘干)工艺。
在电泳烘干后,布置了一间电泳打磨室,室体长度为24m;随后为一个12m的擦净室。再经过对现场调研,我们发现,近两年,随着电泳材料的完善以及现场工艺条件的改善,目前电泳车身已不再需要进行全车打磨,只需进行局部的小范围点打磨即可。目前该电泳打磨室闲置率很高。通过以上了解,我们认为,将电泳打磨室改为塑料翼子板预安装工位是可行的。图3所示为该车型量产线工艺布置,标识区域为电泳打磨室。
这里再讨论一下物流问题及物料摆放。电泳打磨室在物流通道侧边,物流通道完全可以满足正常的物流需求;物料摆放方面,在经过现场测量及模拟生产后,我们认为电泳打磨室两边预留空间能设置物料架摆放塑料翼子板,且工人操作空间足够。
综合考虑,如采用半在线涂装工艺,对现有生产线改动不大,成本较低。
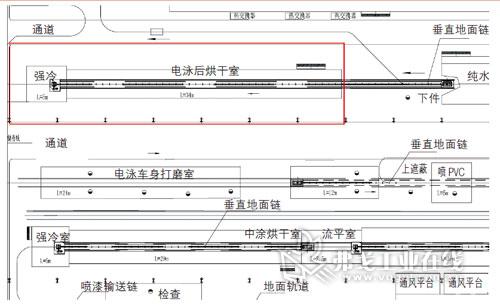
图3 涂装车间工艺布置(局部)
在线涂装工艺
该工艺是指在焊装车间对塑料翼子板进行装配及间隙面差调整,随车身一并进入涂装车间进行前处理、电泳以及中面漆等工序,完全按白车身涂装工艺进行。该工艺的优点在于对设备及工艺没有任何影响,且能解决翼子板与车身的色差问题。但由于车身在涂装过程中需经过电泳烘干工序,所以采用该工艺,对材料耐高温性要求较高。
针对拟采用塑料翼子板的车型,考虑该车型在总装车间装配前大灯时需对翼子板进行拆卸这一自身特性,所以对于该车型,在线涂装工艺存在一定的不适应性。我们也曾考虑在焊装车间对塑料翼子板进行预安装,即只进行固定安装,不进行间隙及面差调整,但这样面临一个新问题:塑料翼子板只进行简单的安装,在涂装前处理及电泳处理过程中,存在掉落的风险;如固定过于牢靠,又会影响总装车间的拆卸。
塑料翼子板材料要求
无论是采用半在线涂装工艺还是采用在线涂装工艺,对材料要求我们必须从工艺满足性、法规要求等方面来考虑。
如目前我们在开发的某车型,量产基地中涂及面漆工艺为静电人工喷涂,所以在材质方面,要求零件表面具有一定的导电性,能满足静电喷涂的需要;且与中间涂层的匹配性满足相关标准。在抗高温形变、安全法规以及轻量化等方面也需满足设计的要求。
结语
通过以上分析,我们认为,为确保翼子板与车身的颜色一致性,规避色差问题,离线涂装工艺不作为考虑对象。全采用半在线及在线涂装工艺,均是可行的。但鉴于该车型的自身特点(在总装车间装前照灯时,需卸下翼子板),采用半在线工艺,在涂装车间对塑料翼子板进行预安装(仅通过工装或工艺螺栓对翼子板进行简单的固定,不进行间隙及面差调整)的工艺,是最为适合的。后续我们还需开展以下工作:
1.生产线需结合自身工艺布局及条件,合理布置翼子板安装工位,确保生产节拍不受影响;
2.设计需考虑翼子板的安装工艺,方便涂装车间的预安装及总装车间的拆卸,确保有足够的型面定位;
3.设计需考虑加强筋的布局,避免中涂及面漆烘干、强冷交替处理时的塑料翼子板件变形;
4.开展涂料匹配性验证试验,确保复合涂层在附着力、耐水性、耐油性、抗石击性及硬度等方面的性能满足法规及企业标准要求;
5.对供应商提出要求,塑料翼子板的供货状态应满足涂装工艺要求。原则上要求只进行简单的擦净除尘后即可喷涂,不允许有脱模油、颗粒等一切油污,且要求表面保护完好,无划痕及其他表面缺陷。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖