缸盖气门座圈密封面和导管内孔的工艺优化
为了提高发动机的进排气效率,现代汽车发动机普遍采用4气门或5气门结构。本文以4气门缸盖为例,针对缸盖气门座圈密封锥面和导管内孔的加工工艺安排及刀具应用进行了深入探讨。
导管内孔处于发动机缸盖的燃烧室中心线两侧,是进气门和排气门上下运动的导向,以保证实现进气门和排气门正确开启和关闭,从而按照发动机的配气相位完成其工作循环。缸盖气门座圈密封锥面对导管内孔中心线的位置精度会影响气门与座圈接触的密封性,直接影响发动机的功率、转矩和油耗。发动机内部结构如图1所示。
导管内孔的加工是整个缸盖加工的重点和难点,其特点是直径小、长径比大,所用镗刀悬臂长、刀具刚性差。由于气门座圈密封锥面与气门的密封锥面接触是整周连续的线接触,属于线密封,缸盖图样给出这样的规定:气门座圈密封锥面对缸盖导管孔中心线的径向跳动不大于0.03mm的高要求。这是因为发动机燃烧室的高压、高密封性要求气门与座圈在关闭时,燃烧室内高压混合气体不得渗漏。所以,整个缸盖加工线上要对缸盖作多次密封试验,发动机整机装配下线后仍要作整机密封试验。

图1 发动机内部结构
工艺安排
在整个工艺安排上就如何保证气门座圈与气门锥面接触的密封线不中断,每道工序都应以如何保证气门座圈密封锥面相对缸盖导管孔中心线的位置度作为编制工艺的原则。
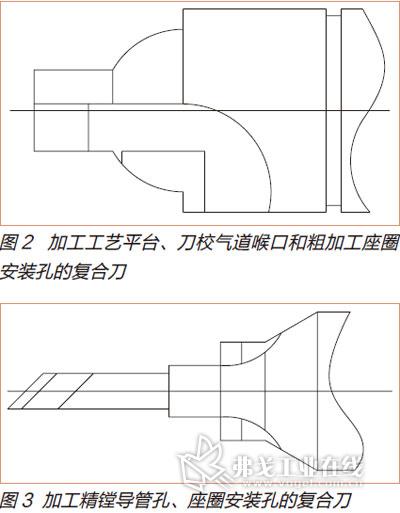
从第一道工序OP-01开始,由于气道是斜面,与座圈安装孔的中心线不垂直,无法钻导管安装孔,必须采用复合刀具(见图2)在缸盖气道的斜面上先铣削一个直径13mm的工艺平台,刀校进气道喉口,粗镗气门座圈安装孔(留精加工余量),保证工件在一次定位夹紧中一次走刀完成,确保工艺平台与气门座圈安装孔的中心线垂直。工艺平台的设置是为了防止粗钻气门导管安装孔时刀具中心的偏斜,所做的工艺准备。
工序OP-60安排精加工导管安装孔和气门座圈安装孔,也是采用复合刀具(见图3)加工。加工工艺上要求,气门座圈安装孔对缸盖导管安装孔中心的同轴度为φ0.05mm。检验规程规定:同轴度也是本工序100%的必检项目。
工序OP-70安排在缸盖4工位压床上压入气门导管和气门座圈,压到图样规定的位置。为了保证气门导管内孔的精镗余量,气门导管配件图样要求:在未压入缸盖之前,导管外圆加工到图样设计尺寸,而内孔直径方向留0.2~0.3mm余量。由于外圆是安装基准,此处也要求气门导管内孔对外圆的同轴度控制在φ0.10mm。
工序OP-110安排在双面4轴4工位组合机床,分别枪镗进排气门导管内孔和精车进排气门座圈90°密封锥面的终加工。同样采用复合刀具,先精镗气门导管内孔直径;精镗完成后,液压缸控制精镗刀退回刀套后,精车液压缸攻进,由镗头外圆周呈120°等分的三把车刀分别完成气门座圈60°、90°和120°密封锥面的加工。其中,90°锥面为主密封锥面,60°和120°锥面为过渡锥面,过渡锥面和主密封锥面同时加工的目的是保证90°主密封锥面在整个圆周上等宽。
在组合机床自动线上曾经分两道工序加工,先加工过渡锥面再加工主密封锥面。由于两次定位的基准不重合存在误差,造成主密封锥面在整个圆周上出现宽窄不一的现象,当与气门接触时,形成气门与主密封锥面接触的密封线中断,燃烧室气体外渗。
而工序OP-110将精镗和精车分别进行,目的是防止同时加工时刀具之间发生干涉,在缸盖柔性生产线的调试过程也还比较顺利。

存在问题
枪镗刀加工导管内孔时,表面粗糙度达不到图样要求。解剖气门导管观察发现,在导管内孔孔壁上出现不连续的环状刀痕;加工2~3个缸盖后,导管内孔孔径尺寸也出现个别超差现象。
经认真分析,导管内孔孔壁上出现不连续环状刀痕的原因主要有以下三点:
1. 镗刀杆细长,刀杆刚性不足引起刀杆振动。
2. 单刀镗削时切削力不对称,刀具旋转时本身平衡性差,在无导向的情况下,容易产生刀片振动,使内孔加工尺寸不稳定。
3. 由于单刀镗削不存在以工件内孔来导向,刀杆刚性差成为产生刀杆振动的原因。
解决对策
针对以上问题,我们采取了如下措施:
1.将枪镗气门导管内孔改为枪铰导管内孔
采用整体硬质合金带内冷却的刀具,如图4所示,刀具4个螺旋刀齿呈等分结构,每个刀齿切削负荷相对于枪镗单刀大大减轻,消除了刀片振动,加工出的内孔表面粗糙度稳定,达到图样要求。同时,螺旋刀齿增加了切削刀齿与工件内孔切削的接触长度,提高了刀具的整体刚性。
采用枪铰刀,一次装夹可加工200个孔以上,减少了安装调试次数,提高了生产效率;并可多次重磨刀具后角,延长了刀具寿命。同时,枪铰刀比枪镗刀价格低,降低了缸盖的单件加工成本。
2.刀具采用内冷结构
改善刀齿切削时的冷却条件,有利于刀具散热,为内孔表面粗糙度达到图样Ra1.6mm的要求提供了保证。
结语
采用复合刀具加工导管和气门座圈相关工序,不仅提高了加工效率,其主要目的也是为了尽量减少加工气门座圈90°密封锥面对缸盖导管内孔中心的位置误差。
在生产线验收时,进口刀具尚可保证产品质量,但是实际投入批量生产时,出现了许多问题。我们选用的国际品牌镗刀(刀片价格60元/片)在使用中,刀片无法重磨,加之供货周期长,致使加工成本居高不下。此外,由于导管内孔直径小,刀片尺寸也小,刀具调整安装十分困难,加工尺寸不稳定。由于工件表面粗糙度达不到图样要求,经常造成该工序停机。
在缸盖气门座圈密封面和导管内孔的工艺优化过程中,我们采用国产刀具有效解决了加工质量问题,提高了生产效率,有效降低了单个零件的生产成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖