制作更佳的表皮--PU表皮喷涂工艺在汽车内饰的应用
PU表皮喷涂工艺(PU Spray Skin)尽管进入中国较晚,但它以其能为产品性能带来优势,以及工艺本身存在的多种优势,正越来越受到中国汽车OEM的欢迎,将其用于汽车内饰如仪表板和汽车门板扶手表皮的成型制作。本文较为详细地介绍了PU表皮喷涂工艺的优点、流程及配套使用的材料,并特别指出了符合环保要求的水性模内漆(单组分及双组分)已逐渐成为市场主流。
目前,汽车行业常使用的仪表板主要包括:硬质仪表板、半硬质仪表板和发泡仪表板等几种类型。不同的仪表板,其生产工艺也不尽相同。常见的汽车仪表板制作工艺包括搪塑成型工艺、真空或阴模真空成型工艺、PU表皮模塑成型工艺、PU表皮喷涂工艺及真皮包覆工艺。其中,PU表皮喷涂工艺是一种较新的工艺,在2005年才进入中国,除用于汽车仪表板表皮外,该工艺还用于汽车门板扶手表皮的成型制作。
工艺优点
相对于一般的搪塑及真空成型工艺,PU表皮喷涂工艺具有以下优点:1.工艺及材料更为环保。这是因为所喷涂的PU材料不含氯,对环境的污染小。2.PU材料的表皮具有更好的低温柔韧性、手感及爆破性能。3.表皮的皮纹重现性更好,表面皮纹可以做得更深,也能实现更低的光泽。4.模具可保持低温(65℃以下),而不需经受高低温冲击,因此模具有更长的寿命,甚至是终身可用。5.更方便地转换和控制颜色,例如可以更容易实现双色效果。在实现双色表皮的时候,搪塑工艺由于需在模具里面通过密封条来区分两种不同的颜色,这样如需取得比较好的密封效果,就要求两种颜色分界线的轨迹变化比较平缓,否则可能出现串色现象,而PU 喷涂工艺则不会出现这种情况。6.PU喷涂反应完成后形状和尺寸会固定下来,而不像热塑性材料那样容易受使用外部物理条件的影响,因此材料具有良好环境适用性能。通常,表皮的厚度可以通过喷涂的时间和流量来调节和控制。
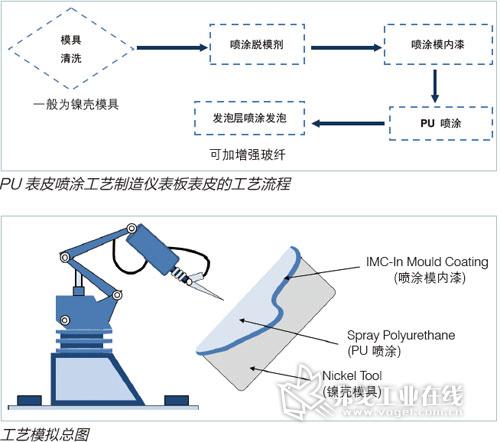
工艺流程
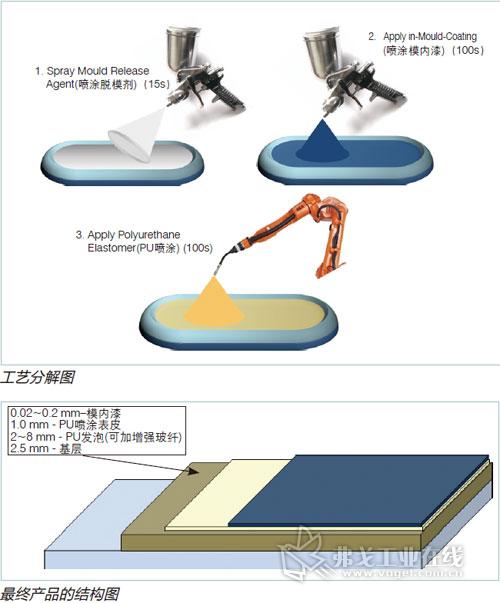
PU表皮喷涂工艺主要是将两组分的PU原料在经过计量设备精确计量后增压至高压状态,再经高压混合反应,然后喷涂到镍壳模具上,最后PU附着在镍壳上成为一张表皮。在此过程中,两组分PU的混合反应属于化学反应。
在该工艺过程中,喷涂混合头一般由机器人操纵。为了便于机器人在很小的空间内灵活地移动,通常要求机器人的结构要紧凑,体积要小。原料从混合头出来时为液态,因而具有极好的流动性。
工艺配套使用材料
1.PU表皮组料
PU表皮的基本组成主要分为两种:
(1)组分一为多元醇组合料。一般在其分子结构中有两个或两个以上的羟基(—OH)或胺基(—NH2)等。常用的有:聚酯多元醇、聚醚多元醇和二元醇(EG、BDO、1,6—HDO及PG等),一般会同时加入一些助剂,如催化剂、抗氧化剂、表面活性剂及紫外线吸收剂等。
(2)组分二为异氰酸酯(盐)类。其官能团为—NCO(异氰酸酯基),此类原料中一般在其分子结构中有两个或两个以上的—NCO基。常用的有:芳香族原料MDI、PAPI和TDI,脂肪族HDI(1,6—己二异氰酸酯)、IPDI(异佛尔酮二异氰酸酯,以及改性的异氰酸酯类——液化MDI(碳化二亚胺改性MDI)、聚酯多元醇改性MDI等。其中,脂肪族异氰酸酯的耐老化、耐UV照射能力要明显优于芳香族产品,这是因为芳香族异氰酸酯中含有较多的不饱和键,这些不饱和键易于分解造成的。
使用时,将组分一及组分二用机器混合,两者反应生成PU 表皮。两者间的基本反应分两种:与醇类反应:R1—NCO+R2—OH→R1NHCOOR2;与胺类反应:R1—NCO+R2—NH2→R1NHCONHR2。
2.表皮着色色浆
一般是由极好分散性的颜料分散在多元醇等载体中,按需要对表皮进行颜色调整。色浆要求针对PU料有很好的混溶性,以及很好的着色能力、良好的添加性(低黏度,流动性佳),并尽量不影响到PU料的反应。
3.模内漆
模内漆是在模具内成型前喷涂的油漆,与一般油漆的区别在于,模内漆是在产品成型前喷涂,而一般油漆是在在产品(工件)成型后涂装。
模内喷涂工艺,避免了传统喷涂中带来的过量喷涂、后处理及附着力差等缺点,大大提高了产品品质,缩短了生产周期,提高了生产效率,降低了生产成本。
模内漆目前主要用于聚氨酯行业。优秀的模内漆一般是脂肪族产品。其作用为延缓PU老化、遮盖PU表面瑕疵、稳定制品颜色、再现模具纹路,以及制造特殊效果等。
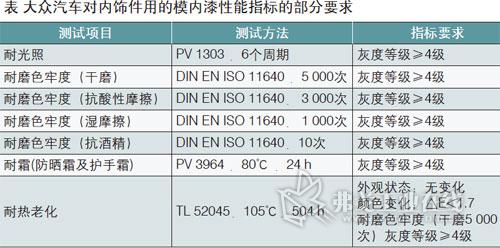
在汽车行业,对于模内漆的性能要求是非常高的。一般要求有很好的耐光照、耐磨性、耐化学品和耐热老化性等。大众汽车对内饰件用的模内漆性能提出的部分指标要求见表。
目前市场上能综合达到表中要求的模内漆产品并不多,且多以溶剂型产品为主。这些溶剂型产品虽在VOC排放上基本上能达到要求,但仍存在VOC排放偏上限、施工过程气味大及污染严重等问题。所以,符合环保要求的水性模内漆(单组分及双组分)已逐渐成为市场主流。
4.脱模剂
脱模剂主要分硅油型、蜡型及混合型等,其作用是使制品和模具不产生粘连。脱模剂需最先喷涂在模具上,以使PU皮能很轻易地从模具中取下来。目前,因环保需求,水基的脱模剂越来越成为市场的主流。
5.清模剂
一般是由特殊的有机溶剂构成,用于对模具的清洗。要求其能很好地溶解脱模剂及PU料的残留,且不腐蚀模具。同样地,水基的清模剂也是该产品的发展方向。
结语
采用PU表皮喷涂工艺,在配套使用相关材料后,制得的汽车仪表板、车门板扶手表皮具有很多的优点,如具有更好的性能及皮纹更深、光泽更低等。不仅如此,该工艺本身也具有一些优势,如更环保、模具寿命更长以及因模内喷漆而带来的生产效率提高和成本降低等。目前,PU表皮喷涂工艺所使用的成套机器主要来自克劳斯玛菲(KraussMaffei)、亨内基(Hennecke)等,PU料供应商主要有拜耳材料科技、巴斯夫及亨斯曼(Huntsman)等,模内漆及色浆供应商主要有瑞士Berlac集团的宝美施化工(上海)有限公司公司(BOMEX)等。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖