曲轴轴颈表面波纹度(振棱)评价方法
曲轴是发动机的关键零部件,曲轴轴颈表面波纹度是曲轴的关键特性,其评价方法多种多样,本文通过多年的生产检验经验,总结了各种曲轴表面波纹度的检验方法,并对波纹度的评价方法进行了总结和规范。
曲轴是发动机的关键零部件,其轴颈表面的圆度误差、粗糙度误差以及波纹度误差直接影响着发动机的配合精度、旋转精度、摩擦、振动和噪声等,同时影响着曲轴的使用寿命。由于在常规的砂轮磨削以后,因振动、磨损等原因轴颈表面总会出现一些磨削纹路,轻微时仅对粗糙度有影响,延轴向形成较重的振纹时就会影响到波纹度,从而增加轴颈与轴瓦之间的摩擦磨损,使得发动机振动、噪声等加剧,严重时还会造成拉瓦、烧瓦和抱瓦等问题,从而严重影响发动机的性能。
为了提高轴颈的表面质量,曲轴表面波纹度这个质量指标的提高成为重中之重,但是目前业内对曲轴轴颈表面波纹度的评价方法多种多样,不同的客户对曲轴波纹度的理解不同,要求也不同。因此,对小波纹度的评价水平参差不齐,很大程度地影响了表面波纹度水平的提高,因此规范波纹度的评价方法势在必行。本文总结了几种比较适合曲轴轴颈表面波纹度检验的方法,供大家参考使用。
目视法
先将精磨完的曲轴周转至光线较好的环境中,目测曲轴轴颈及圆角表面(包括主轴、连杆)延轴向方向是否有明显的振棱,如果有明显的振棱则不合格。
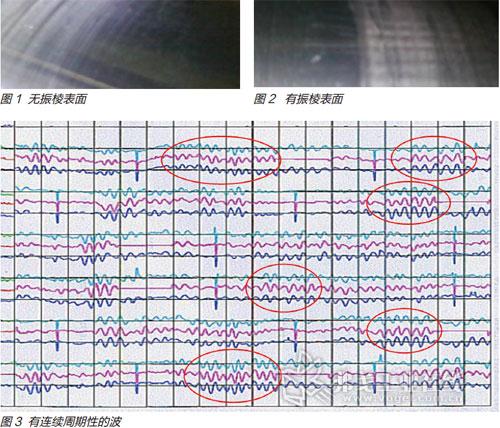
如果目视没有明显的振棱,则可以用抛光用的细砂带沿圆周方向轻拖轴颈表面,然后再在光线下目视,如果有明显的振棱则不合格;或采用铜线环抱一侧轴颈沿轴颈圆周拉擦,至轴颈表面有轻微的铜色痕迹,再用手电光照射已拉擦表面与未拉擦表面,对比两部分轴颈,如果二者一致,表示无振棱(见图1)。如果拉擦的轴颈表面有明显延轴向的可见波纹痕迹,则表示有振棱(见图2)。
高频检测法
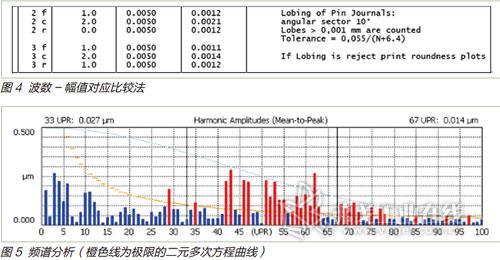
如果目视法没有发现明显的振棱(或振棱较细小),采用ADCOLE综合测量仪,用150upr或500upr滤波(根据轴颈粗细进行选择,轴颈<120mm的采用150upr,轴颈≥120mm的采用500upr),测量后对圆度的曲线图(图的纵坐标格线要细分到0.001mm)进行评价,如果有连续周期性的波则说明存在振棱(见图3红圈区域),如果有连续5个或以上的波峰谷高度差超过0.001mm则该曲轴的表面波纹度(振棱)不合格,如图3所示。其中upr指每转的波数,150upr的滤波即保留每转0~150个波,而将大于150的波采用滤波器过滤掉。
带通滤波法
带通滤波法是在高频检验法的基础上,将滤波控制在一个区间内,即指通过滤波器将波数小的长波及波数大的短波均过滤掉,保留波数在一定范围内的测量结果。该方法如果测量仪器自身软件无法实现,可通过OMNIROUND等辅助软件进行分析。
该方法的产品波纹度要求为不同波数区间的极限圆度值。如要求50~150upr圆度幅值小于0.0014mm。这样就采用滤波器将小于50upr和大于150upr的波全部过滤掉,保留中间部分,然后确定圆度值,如超过0.0014mm为不合格,小于0.0014mm为合格。
区域圆度法
区域圆度法一般采用10°圆度和30°圆度两种。10°圆度是指采用10°的扇形区域对整个圆周进行扫描,对比每个区域内峰谷高度差,取其最大值,即为测量结果。同理30°圆度,扇形区域为30°。
该方法的产品波纹度要求为不同圆度区域的极限圆度值。如10°区域要求限值0.002mm,30°区域要求限值0.003mm。该方法采用圆度仪或ADCOLE等圆度检测设备,通过编程控制,可以直接得到测量结果并进行判定。
波数-幅值对应比较法
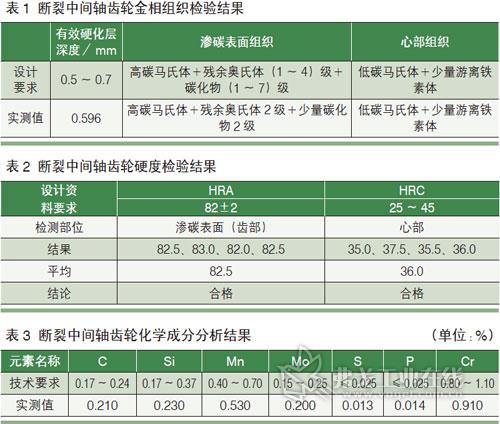
可以通过不同的波数对应不同的幅值大小来限值波纹度的大小,例如:可要求少于5个波时幅值大小不超过0.005mm,多于5个波时最大峰谷高不允许超过0.055/(N+6.4),其中,N是波纹数量。
这一检验可通过ADCOLE编程完成,如图4所示:第一列为轴颈位置;第二列为波纹数量;第三列,由于波纹不超过5个,公差一律为0.005mm(可根据波数的不同自动变化);第四列为最大波纹峰谷高,如果有超差可直接进行判定。
频谱分析法
此方法需在高频检验法的基础上进行进一步的分析,将采用圆度检验设备检验后所得到的原始数据通过圆度分析软件(本文用的是OMNIROUND),进行分析并画出频谱分析图(横坐标为波数,纵坐标为幅值的柱状图),对测量结果进行分析评定。
该方法可以用于机床调整过程中对出现问题的波段进行判定。比如图5中可看出波段在40~65upr的区域问题较严重。
如果采用该方法进行波纹度(振棱)判定,按以下要求执行:
1.频谱规格线是在L-P曲轴频谱均值的基础上放宽5s后的拟合曲线,推荐频谱使用公式如下:
Limit=R/(W-1)^N
公式中的相关参数有如下定义:N=N0+K/W,W是频率,R=2,N0=0.838,K=-0.031。
2.频谱规格线使用规则
确定使用规则:在0~50upr范围内不超出频谱规格线;在51~100upr范围内不能有连续大于3个频率超出频谱规格线;在51~100upr范围内总共不能有大于7个频率超出频谱规格线。
结语
总而言之,在曲轴表面波纹度的检验过程中,根据实际情况单独采用以上方法或者采用以上方法之间的组合,都可以对波纹度的情况进行明确判定,并根据判定的结果采用相应的方法解决曲轴加工过程中存在的表面质量问题,提高曲轴的产品质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖