DURR机器人系统在涂装生产线上的应用
本文围绕德国杜尔公司生产的EcoRP6 F140型高压静电喷涂机器人在汽车涂装生产线的应用,介绍了DURR机器人主体结构组成以及驱动、控制系统等部件的功能。
奇瑞汽车股份有限公司涂装三车间喷涂生产线从德国杜尔公司引进了EcoRP6 F140型喷涂机器人取代人工喷车身外表面,将操作人员从恶劣、繁重、重复和单一的工作环境中解放出来。同时,通过喷涂机器人生产线的应用与推广,奇瑞汽车提高了涂装生产效率、油漆的利用率及油漆车身的涂膜质量。
喷漆室主要设备工艺
流程
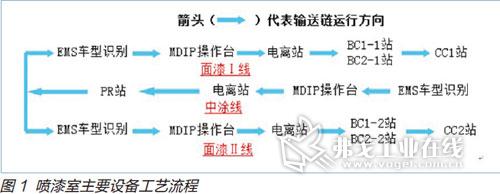
涂装三车间中涂、面漆线设备采用中涂一条线,输送链速为8.2m/min。面漆两条线,输送链速为4.4m/min。中涂线由输送工艺链入口EMS车型识别/MDIP操作台、电离站、油漆管路LED显示器和PR站(8台机器人)组成;面漆Ⅰ/Ⅱ线由输送工艺链入口EMS车型识别/MDIP操作台、电离站、油漆管路LED显示器、BC1站(4台机器人)、BC2站(4台机器人)和CC站(4台机器人)组成。喷漆室主要设备工艺流程如图1所示。
EMS车型识别系统
车型识别包括光栅识别、条形码识别、超声波识别和EMS识别等方式。每种识别都有各自的优缺点,车间机械化输送系统采用的是EMS自动识别车型系统。通过PVC细密封定色点用扫描枪对车身VIN码进行扫描(见图2),此处EMS读写站(见图3)具有读写功能,可以将扫描的车身VIN码信息数据存储到滑橇上的载码体内,同时PLC将车身信息存储到中央控制室数据库中。当滑橇运送车身在进入中涂线、面漆Ⅰ/Ⅱ线喷房入口时,喷房入口均设有一个EMS读写站,通过EMS读写站将滑橇上载码体车身信息传输到机器人站MDIP操作台车型颜色显示屏,如果载码体中没有存储车身信息或者车身信息错误时,需要人员核对随车卡和车身VIN码信息,并在MDIP操作台修改为正确的车身信息数据。

电离站和机器人喷涂站
1.电离站
机器人电离站有5个杆(见图4),两侧各设一个垂直杆和一个倾斜的杆,根据设计最大通过车型车身尺寸固定安装,顶杆具有自由编程的能力,即顶杆可以根据车身的高度不同自动调整,每个杆上都设有离子风嘴。电离站立柜包括驱动装置、运动装置和垂直提升运动的导轨(Z轴)。该站的作用是用于喷漆设备在喷涂油漆车身前吹扫车身上的颗粒和灰尘,并消除车身上的静电荷。

2.机器人喷涂站
机器人喷涂站(见图5)配备有一个PU操作台、Eco PSMP(电源)柜、Eco SCMP(工作站控制)柜、SBI/SBO安全盒及Ketop C100便携式编程器。对应每台机器人配备一个Eco RCMP(过程与运动)柜和MVS气动控制柜及外部通风部件。
(1)PU操作台分为控制台与监控电脑。控制台主要为了设备人员对机器人设备之间进行日常操作、维护和控制。监控电脑通过上层网络与PLC连接,监控电脑安装有INTOUCH软件。通过软件的人机界面,工作人员可以实时监控机器人状态及相关的一些报警、生产日志等信息。
(2)Eco PSMP(电源)柜用作电压配电柜,供机器人工作站Eco SCMP柜与机器人Eco RCMP运动控制柜一起使用。
(3)Eco SCMP(工作站控制)柜用于机器人工作站的成套单元控制。电源单元为柜内电气设备提供了不同的电源,PLC控制过程设备和车身轨迹跟踪。以太网开关用于网络分配,所有相关设备(RC2、PC和PLC等)都按星形拓扑方式连接;现场总线部件将现场设备(传感器)和驱动装置(执行器)连接至PLC;脉冲分配器在轨迹跟踪中,传输装置脉冲分配放大器所分配的脉冲是通过同步Eco RCMP柜的Eco RC2控制器来进行控制。
(4)SBI/SBO安全盒采集机器人站现场安全信号,包括急停信号、光栅及摇摆门等安全元件。每个站都装有5个急停按钮,以备在紧急情况下停止设备运行;每个站进出口都有一对安全光栅、安全门,作用为防止人员进入工作区域,造成人身安全事故;每个站通常设计方式为进口有两对接近开关、出口有一对接近开关,其作用是屏蔽光栅及传递数据。
(5)Ketop C100便携式编程器是一种用于机器人示教编程、诊断操作及显示的装置,是Eco Paint robot机器人系统的一个固件。其主要任务是管理机器人程序、操作机器人EcoRC2控制器、轨迹点示教、路径程序路线编程、显示程序状态和定位程序计时器。

(6)Eco RCMP(过程与运动)柜用于控制6轴机器人的成套单元控制。当电源发生故障时,UPS仅向少部分装置供电,用于系统性地关闭控制器以便事后重新起动。
(7)EcoRC2控制器是用来控制机器人和过程执行中所有运动的一个部件,上层应用程序允许用户与整个系统通信,中间层控制单元用来监视和控制工作流程,底层部件用于监控轴、计量泵、高电压部件及电子气动部件。Eco HT G100高电压系统产生静电应用系统所需要的高电压。控制器为高压发生器提供可变直流电压,该电压在发生器中转换成交流电压,然后再次升压和转换成高达100kV的负极直流电压。
(8)MVS气动控制柜内的压缩空气由热再生干燥机处理后供给机器人,主要作用是安全以及工艺控制。进入MVS柜后气源通过阀单元分配出多路气源,再经过调节阀供给机器人各个应用区域。安全方面是供给喷涂机器人安全控制部件外部通风,应用外部通风部件是因为EcoRP6 F140机器人在易爆区域,为了保证电气设备在易爆区域安全运行,该系统需要对安装在机器人壳体内的伺服电动机、涡轮转速和成形空气控制装置、高压发生装置及电磁阀组等电气部件进行通风。驱动装置壳体中安装了温度传感器,3个温度传感器串联,设置的最大温度为85℃。如果传感器中的一个或者几个达到最高温度,则产生报警信号,停止喷漆程序。工艺控制方面通过EcoRC2控制器、BUS模块、DDL模块及电磁阀组组成下一级网络层,将电信号转换为气信号,再控制机器人本体结构内部部件(如成形空气比例阀、驱动空气比例阀和换色阀等部件)。机器人按照喷涂工艺要求进行作业,如长清洗、短清洗、注漆及喷涂,喷涂过程中成形空气、驱动空气和流量等工艺参数都能实现闭环控制。

机器人系统
工业机器人由主体、驱动系统和控制系统三个基本部分组成。主体即机座和执行机构,包括臂部、腕部和手部,有的机器人还有行走机构。驱动系统包括动力装置和传动机构,用以使执行机构产生相应的动作。控制系统按照输入的程序对驱动系统和执行机构发出指令信号并进行控制。
1.主体
EcoRP6 F140机器人用于车身内表面和外表面喷涂,也可用于保险杠附件喷涂,适用于汽车制造企业的所有油漆材料喷涂。机器人主体(见图6)主要包括以下部件:基体;轴1和轴2驱动装置壳体;机臂1;轴3齿轮单元;轴4、5和6驱动装置壳体;机臂2;手动轴;雾化装置。
2.驱动系统
EcoRP6 F140机器人为6个自由度的机器人,每个轴都有一套驱动控制系统,由伺服驱动器、伺服电动机及传动机构组成,如图7中轴1的驱动系统,包括电动机、定心凸缘和精密齿轮三个部分。每一个伺服电动机都装有制动装置,电动机由EcoRC2控制器控制,按照机器人设定的运行轨迹及速度运行。集成于伺服电动机中的编码器对各个轴的行进路径进行监控和定位。其中机器人轴2有一个重量补偿装置,机臂1和由弹簧组件组成的重量补偿装置通过连接机构连接。弹簧受到挤压时,通过弹簧应力给驱动装置卸压。
3.控制系统
EcoRC2控制器是用来控制机器人和过程执行中所有运动的一个部件,上层应用程序允许用户与整个系统通信;中间层控制单元用来监视和控制工作流程;底层部件用于监控轴、计量泵、高电压部件及电子气动部件。EcoRC2控制器由底架、电源模块、CPU模块、通信模块和数字输入/输出模块等部件组成。机器人控制系统如图8所示。
底架CR用于固定所有插入式模块,“基本总线”安装在底架后部下半部分,用于插入式模块的插口,“基本总线”用于电源及各插入式模块之间的通信。电源模块PS 244用来为其他部件供电,所需的电压为直流24V。电源模块用于插入式模块的内部操作电压和传感器的电源电压。CPU模块CU 313用于编程和控制所有连接部件的中央处理单元。通信模块SC 102用于通过扩展总线接头将插入式接口与CPU模块相连。数字输入模块DI 325用于检测18~30V DC范围内的外部电压信号。数字输出模块DO 321用于控制各种使用24VDC的外部设备。
车身跟踪系统
为了提高生产节拍,EcoRP6 F140机器人采用流动模式,即机器人固定不动,喷涂车身在滑橇上按照工艺输送链设定速度以匀速向前通过机器人喷涂站。机器人站每台机器人需要跟踪滑橇上车身的实际位置进行喷涂作业。车身跟踪系统包括接近开关、编码器、IT10脉冲分配器和IV20脉冲鉴频器等部件。编码器与工艺输送链驱动轴连接,输送链运行时编码器采集链速信息发送到IV20脉冲鉴频器,可以将车身在输送上的实时位置传送给PLC及各个机器人的EcoRC2控制器。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖