浅谈SORPAS模拟软件的应用
SORPAS软件作为一款专用的电阻焊模拟软件,可以进行快速的模拟仿真,并自动优化焊接工艺参数,节约时间和成本。本文介绍了SORPAS软件的模拟原理和主要功能,分析了SORPAS软件在汽车行业中的应用,并对其应用前景进行了展望。
人们要求白车身既具备足够的焊接强度,又要有合格的外观质量。而白车身多为承载式焊接结构,具有刚性好、密封性好等特点。白车身的焊接方法包括电阻焊、MAG焊和螺柱焊等,目前主要采用电阻点焊工艺。保证电阻焊的焊接质量,是保证白车身焊接质量的关键。
电阻焊质量受到很多因素影响,例如动力学(动态机械性能)、连续介质力学(弹塑性变形)、流体力学(熔解、熔体流动等)、热力学(热传导、相变)、电动力学(接触电阻、电流分布、焦耳热和洛伦兹力)和热电效应(汤姆逊效应)等,这些因素往往是交互作用、交互影响。因此,要确保焊接质量不仅需要很好地掌握材料的焊接性能,而且还需要对焊接过程参数进行大量的优化工作。而进行大量的焊接试验和破坏性测试会消耗大量的工作时间和资源,大幅度增加生产成本。
SORPAS软件作为一款专业的电阻焊仿真模拟软件,利用其研究电阻焊过程和预测焊接结果,能够显著地节省时间并降低成本。SORPAS软件已应用在电阻焊工件和接头的辅助设计中,能够通过焊接过程的模拟仿真分析,确定焊接参数,并针对各种实际生产条件优化焊接参数,还可对焊后质量进行评估,预测焊后工件的微观结构,从而确保焊点的焊接质量。
目前,SORPAS软件已得到众多汽车企业的认可,从产品设计到产品问世阶段均有应用。通过在电阻焊生产中应用SORPAS模拟软件,既节约了产品生产时间,也降低了生产成本。
SORPAS软件模拟原理
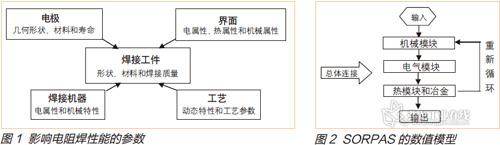
电阻焊是一个非常复杂的工艺,就工件本身而言它涉及到工件的材料成分、力学性能和热性能等,工件和材料的本身特性又会随着温度变化而变化,焊接时的压力、电流和时间都会对焊接产生影响;焊接机器采用直流电还是交流电、电感或导通角等,在焊接过程中材料变软,电极要移动、摩擦,惯性、接触不良等对电阻焊的影响也非常大。焊接过程中需要的热量是固定的,但是时间如何确定,动态性如何克服,最后的稳定性如何保障,这些都是难题。影响电阻焊性能的参数如图1所示。
SORPAS软件利用现代微处理器的强大数据处理功能,将电阻焊中所有变量建立连接。它通过4个完全独立而相互关联的模型,并考虑和计算所有变量进行电阻焊过程模拟:电子模型,模拟电流/电压分布和热发生;热模型,模拟热传递和温度分布;冶金模型,模拟材料随温度变化的特性和相变特性;力学模型,模拟接触面、电极和工件几何形状的变形、受力以及应变分布。每一步的计算或迭代都包括如图2所示的4个模型的运用。
SORPAS软件的主要功能
SORPAS软件主要有以下3种功能:WTD自动优化功能、指定优化功能以及直接模拟优化功能。
1.WTD自动优化功能
用户只需要输入材料的牌号、厚度、叠放顺序和所用的电极,SORPAS软件就能自动地计算出焊点的可焊区间和最优的焊接参数,比如焊接需要的压力、脉冲数、电流大小、各个阶段的周波和最终的焊接状态,比如各个界面的焊点尺寸以及焊点的组织结构、焊点的屈服应力、剪切应力、金相组织和破坏形式等。自动优化的时间应该在2h以内。
2.指定优化功能
利用WTD功能,除了输入上述的焊接工件的材料和电动机信息以外,用户还可给定一些预先条件进行限定,比如能提供的焊接压力、允许使用的脉冲数量以及电动机的形式等,软件会根据输入内容自动模拟相关焊接区间和需要的最终焊接状态。
3.直接模拟功能
通过软件,根据实际生产中的焊接工况直接进行模拟,其模拟过程主要如下:
(1)设定材料参数,用户可根据需要设定选用的焊件材料以及焊件的厚度、焊件之间的间距和涂层的信息,然后从现有数据库中选择焊件材料所对应的牌号以及涂层对应的牌号后,选择进入下一步。
(2)随后进入到电极选择界面,从电极库中选择对应的电极,并选择电极帽形状和电极材料、电极端头直径以及焊枪是否进行水冷等,然后点击进入下一步。
(3)选择焊机型号,设定初始的电流类型(交流或直流),并选择焊接压力和焊接时间等参数,然后点击下一步。
(4)选择需要的焊接质量以及焊点强度,比如焊接熔核的直径大小。
(5)如果不再选择控制其他选项,SORPAS软件就会计算出当前工况下的焊接结果,找出危险焊点的位置,并针对危险焊点进行设计优化。若用户再设定模拟的范围,如电流为5~15000A,时间从10个周波到50个周波,这样软件就能够按照用户设定的范围,自动模拟焊接窗口。
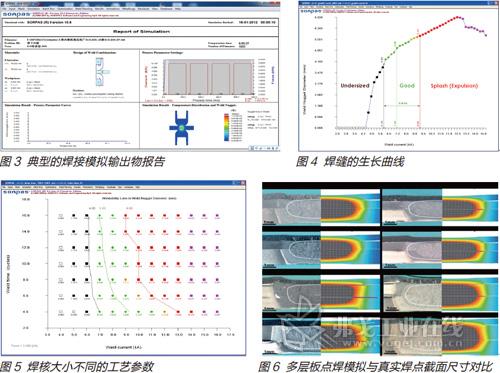
SORPAS软件的计算输出物
在进行软件模拟前,有两组基本的参数需要用户输入,一组是对焊件、电极尺寸和材料的定义;另一组是对焊机参数的设定。用户可以在图形用户界面中随意对电极焊件的形状、尺寸和材料属性进行设定,并设定网格数以及网格密度。用户还可以对焊机各项参数进行设定,如电极压力和焊接电流(包括电流值以及各种电流曲线)。同时用户可以设置不同的电流类型,如交流、直流以及电容储能等。
前期各项参数设定好之后,即可开始进行焊接过程模拟。一个后处理器被开发并应用到SORPAS软件中,用来显示焊接过程参数、焊件和电极中焊接电流、温度和应力应变的分布。
在模拟完成后,各种过程参数曲线都可以作为时间的函数显示出来,包括电压、电流、能量、总电阻、电极压力、电极位移和熔核大小,从而可以更好地了解焊接过程以及工艺参数对焊点质量的影响,可以显示温度、电流、电压、应力和应变在整个焊接过程的动态变化,最终获得焊接模拟输出物报告(见图3)、焊缝的生长曲线(见图4)、焊核大小不同的工艺参数(见图5)和多层板点焊模拟与真实焊点截面尺寸对比(见图6)。
在汽车行业中的应用
目前汽车行业竞争日趋激烈,而最大的竞争焦点往往集中在新产品的推出时间以及质量和成本的竞争上。运用计算机模拟仿真分析能极大地提高了企业的核心竞争力,已经成为现今研发中必不可少的手段。
在车型开发先期设计阶段运用SORPAS软件,可以辅助焊点布局设计,提高焊点强度,优化焊点质量,有效降低整体焊点数目;在设计阶段控制不良焊点,不让其进入到实验、生产和使用等后续环节,从而实现定量化设计、缩短设计时间、减少实验费用和缩短焊接稳产调试时间的目的。
在新材料和新工艺的开发过程中,需要着重考虑和选择各种连接工艺以及材料的特点与局限。因此,我们可通过SORPAS软件观测焊接工艺过程中的内部机理,减少测试过程和节约成本,同时优化焊接参数,保证持续稳定的焊接性能和焊接质量。
在工艺、制造阶段,运用SORPAS软件可以有效地控制焊接飞溅,保证焊接的稳定性;对试制过程中白车身焊点开裂问题进行根源分析和科学处理,从而在生产中大幅提高焊接质量,加强对焊点尺寸、压痕深度和焊透率等参数的控制,杜绝不良焊点流入到产品中;同时可以通过优化焊接参数,降低电能消耗,延长电极寿命,优化焊接节拍,从而达到降低成本的目的。通过SORPAS软件可以改善焊接车间生产环境,减少对工人的伤害,同时可降低对高端、昂贵的焊接设备的依赖性,提高汽车的质量和安全等级,延长其使用寿命。
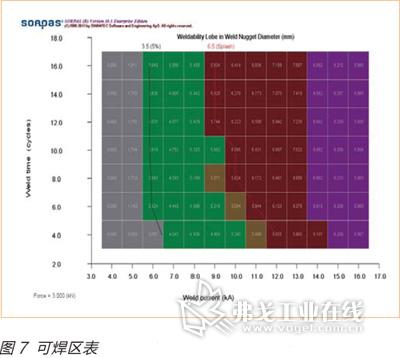
SORPAS软件具有根据焊接熔核区域大小自动产生焊缝电流最佳参数的功能。软件生成的可焊区具有不同的颜色以表明喷溅危险和熔核大小,它也能显示出在焊接时间和焊接电流共同作用下的熔核宽度。图7中,紫色区域表示电极熔化,红色区域表示钢板界面的喷溅,绿色区域表示焊缝,棕色区域表示没有焊接。这些可焊区的情况可以用于指导专用焊接设备的调整,模拟结果的准确度达到90%,从而起到节约实验开支、减少废料和实验时间以及降低生产维护成本的作用。
结语
目前利用SORPAS软件计算一种焊接工况只需要10~20min,自动优化一种焊接工况只需要1~3h,而且不需要真正的材料、电力以及人力资源的消耗,就可直接给出焊接窗口与推荐的焊接参数,保证焊接过程中焊核的稳健生长、高焊接质量、出色的外观压痕深度和无飞溅等,而这些正是我们工艺人员以及前期SE设计人员所关注的。经过多年的发展,SORPAS软件的计算精度达到了很高的水平,普通的计算精度能达到90%。采用SORPAS软件进行新车型的研发,必然会大大地提升效率,节约车型开发时间和成本,建立更好的工艺指标,提高故障检查能力,同时也会对传统的焊接工艺产生质的提升。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖