U型纵梁及其衬梁点焊生产线浅析
汽车U型纵梁及其衬梁点焊生产线具有智能成形、高精度、高效率与节能环保等特性,虽然初次购入成本较高,但是对其进行成本效益分析,一般不到3年时间即可收回购入成本,而2年后汽车U型纵梁及其衬梁点焊生产线将以高效率、低成本进行点焊生产。
在传统重型卡车底盘的U型纵梁及其衬梁点焊设备的应用上,制造商所使用的电焊机其人工定位点焊使点焊精度和效率完全迁就于操作者。不同车型上U型纵梁及其衬梁的点焊位置也完全不同,操作者每次都需重新进行测量焊接位置尺寸来满足点焊的要求。这些操作都会影响底盘车间的规划与设备成本,影响企业对底盘车间的设备投资。
当前,汽车底盘制造商面临着更严峻的竞争,包括市场竞争更加激烈,汽车性能要求更高,车型频繁更换,下游客户对汽车质量和品质要求更高,总产量增加以及单批数量减少等。以上这些需求,是普通电焊机无法克服的。电焊机使用者面临的种种挑战,要求设备供应商开发出更符合市场需求的点焊设备,因此,汽车U型纵梁及其衬梁点焊生产线应运而生。
生产线的特点
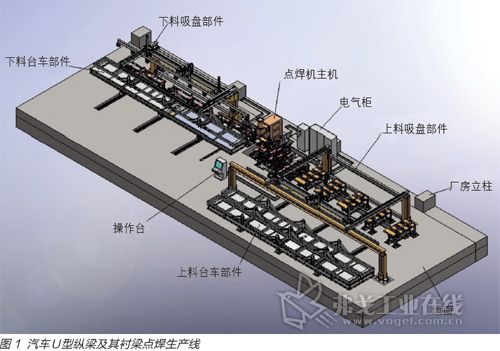
汽车U型纵梁及其衬梁点焊生产线如图1所示,该生产线采用了三菱Q系列PLC控制及触摸屏操作电气控制;高效的自动上、下料机构,且上料后U型梁自动定位;同时,安装了自动翻转机构,可对U型纵梁及其衬梁进行180°翻转;点焊机主机采用上海梅达公司生产的三相次级整流浮动式点焊机;送进系统采用了伺服电动机与行星减速机组合的驱动方式,上下料送进装置上安装了编码器测距装置,很好地适应了梁的弯曲变形;点焊机的电极采用快速可更换结构,提高了更换电极速度,从而提高了整机的工作效率并为用户降低了生产成本。
生产线的设备构成及工艺流程
汽车U型纵梁及其衬梁点焊生产线主要由上料输送机构、点焊机主机部件、下料输送机构、气动系统和电气系统等机构组成。点焊主机公称压力为26.5kN,送进速度最大可达40m/min,点焊精度可达±0.5mm;工件的材料性能σb=800N/mm2,加工板材范围为11000mm×330mm×90mm。
1.工艺流程
工艺流程主要是将加工程序输入设备数控系统,同时U型纵梁及其衬梁开口朝上整齐码垛在上料台车部件上,并开至固定的上料位置;程序运行后,使用上料吸盘部件上的电磁铁吸提U形纵梁,并直接吊运至主梁端头定位及合梁辊道上,电动机驱动摩擦驱动辊进行旋转,将主梁在X向进行驱动,从而达到纵梁长度方向定位的功能;使用上料吸盘部件上的电磁铁吸提衬梁,并直接吊运至衬梁送进辊轮上,根据PLC中记录的U形纵梁和衬梁长度方向相对尺寸数据,由衬梁端面定位部件上的衬梁挡板通过端头定位电动机驱动,移动到提前设定的位置,完成衬梁长度方向的定位;使用上料吸盘部件上的电磁铁吸提衬梁至U形纵梁内侧进行合梁;通过上料侧驱动装置驱动合梁向部件上的点焊机主机前进,点焊机主机进行定位并自动点焊;当合梁端头到达一定位置后,通过合梁出料送进部件上的驱动装置驱动合梁继续送进,点焊机主机执行加工程序对合梁进行点焊;当合梁全部点焊完成后,合梁被自动输送至下料位置,下料吸盘部件将其吸放到下料台车部件上,自动码垛整齐;码垛完成后台车开出,人工整体吊走点焊好的合梁(若是U型纵梁及其衬梁开口朝下摆放时,先吊运至自动翻转装置上,自动翻转装置将其翻转180°,通过上料吸盘部件上的电磁铁吸提并调运至相应辊道即可)。
2.上料输送机构
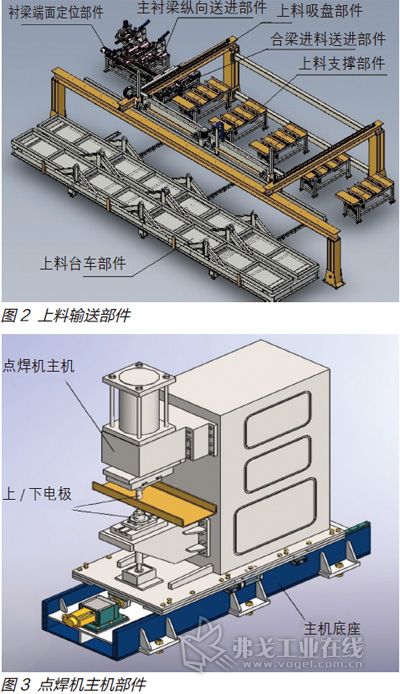
该生产线配备一套上料输送机构,主要由上料吸盘部件、上料台车部件、衬梁端面定位部件、主衬梁纵向送进部件、合梁进料送进部件及上料支撑部件组成(见图2)。上料吸盘部件由上料支架、移动横梁、减速电动机、电磁铁和齿轮齿条部分等组成;移动横梁由水平减速电动机经水平安装齿轮齿条传动驱动前后移动,由竖直减速电动机经竖直安装齿轮齿条传动带动吸盘横梁升降;上料台车部件由减速电动机驱动,在和地面平齐的轨道上行走,轨道垂直于生产线物流方向;衬梁端面定位部件由支架、挡板、电动机及丝杠等零件组成,工作时,由电动机驱动挡板装置进行移动到达指定位置,为衬梁的端头定位做好准备;主衬梁纵向送进部件由翻转辊道、衬梁端头定位辊道、主梁端头定位及合梁辊道、合梁送进辊道组成,后3种辊道都是由水平压紧辊压紧纵梁,使其与基准辊贴和,在衬梁端头定位辊道上有一组驱动电动机,由水平压紧辊将衬梁压紧在摩擦驱动辊上,电动机驱动摩擦驱动辊进行旋转,将衬梁在X向进行驱动,从而达到端头定位的功能;合梁进料送进部件由合梁送进辊道、主梁端头定位及合梁辊道组成,在主梁端头定位及合梁辊道上有一组主梁纵向移动驱动电动机,由水平压紧辊将主梁压紧在摩擦驱动辊上,电动机驱动摩擦驱动辊进行旋转,将主梁在X向进行驱动,从而达到端头定位的功能;上料支撑部件由翻转辊道、衬梁端头定位辊道、主梁端头定位及合梁辊道和合梁送进辊道组成,后三种辊道都是由水平压紧辊压紧纵梁,使其与基准辊道贴和,翻转装置通过两个气缸的连续动作完成将开口朝上的U型梁翻转成开口朝下。
3.点焊机主机部件
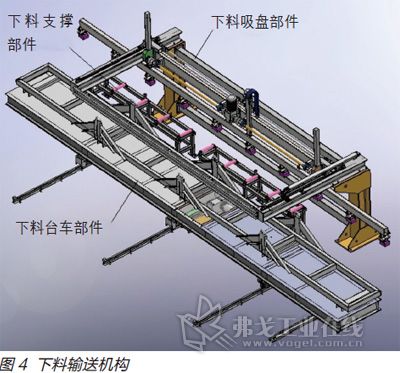
该生产线配备一套点焊机主机部件,由点焊机主机和主机底座等组成(见图3)。点焊机主机采用上海梅达公司生产的三相次级整流浮动式点焊机,安装于主机底座上,并根据焊点的位置要求进行前后移动。点焊机主机床身为钢板焊接开式结构,其上固定有上/下浮动电极和导轨滑块等;主机底座由焊接底座、滚珠丝杠、伺服电动机及底板等组成,当合梁到达焊接位置时,伺服电动机开始驱动滚珠丝杠,进而带动底板上的点焊机主机进行Y向移动,到达点焊位置,上/下电极在气缸的驱动下进行浮动式点焊。
4.下料输送机构
此外,该生产线配备有一套下料输送机构,主要由下料吸盘部件、下料支撑部件和下料台车部件等组成(见图4)。下料吸盘部件与上料吸盘部件结构相似,不再进行累述;下料支撑部件由下料支撑辊部件和合梁出料送进部件组成,下料支撑辊部件对合梁起到支撑作用,合梁出料送进部件由机架、摩擦驱动辊和伺服电动机等组成,当合梁端头到达合梁出料送进部件固定位置后,该部件上的摩擦驱动辊开始转动,进而驱使合梁继续向下料侧送进,直到合梁点焊完成并到达下料侧指定位置。下料台车部件与上料台车部件结构相似,不再进行累述。
行业应用及效益分析
目前,全国已有两家企业生产汽车U型纵梁及其衬梁点焊生产线,分别为法因数控和济南铸锻所。陕西重卡公司先后采购了法因数控和济南铸锻所的该类型设备,提高了其公司底盘车间的生产能力。
从2007年进行汽车U型纵梁及其衬梁点焊生产线的开发以来,已有多家公司对该类产品所涉及的生产工艺进行调研,并成为购买该类产品的潜在客户。汽车U型纵梁及其衬梁点焊生产线初期购入成本虽较高,但其发挥效益高于电焊机。汽车U型纵梁及其衬梁点焊生产线的成本效益分析。在正常开工率的情况下,对电焊机与汽车U型纵梁及其衬梁点焊生产线进行投资成本对比分析,一般不到3年时间即可收回购入成本。
结语
汽车U型纵梁及其衬梁点焊生产线近几年来得到各汽车厂的广泛关注,但还处于调研阶段,目前国内对汽车U型纵梁及其衬梁点焊生产线的实际应用仍十分欠缺,还需要大力推广与宣传。汽车U型纵梁及其衬梁点焊生产线本身具有智能成形、高精度、高效率与节能环保等特性。在产业发展强调智能控制与绿色环保的大趋势下,完全契合“十二五”计划中对高端先进点焊设备的要求,应用将会越来越广泛。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖