浅谈发动机缸体反面加工工艺
发动机缸体上往往存在着各种反面,选择合适的加工工艺,对反面的加工质量及加工成本有着重要影响。本文结合应用实例浅析了常见的4种发动机缸体反面加工工艺。
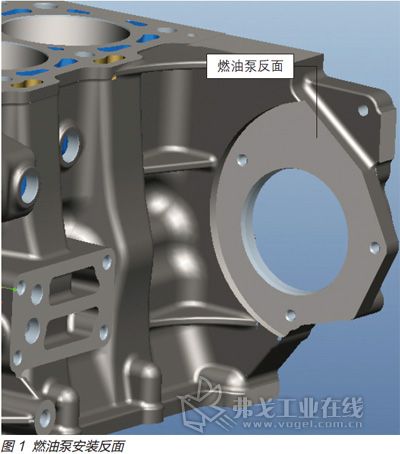
发动机缸体的设计过程中,往往需要将一些零部件的安装结构进行集成,以达到结构紧凑和轻量化的目的,较为常见的就是起动机安装反面和燃油泵安装反面(见图1)。这些反面的结构往往位于缸体的一端,呈现为片状结构,厚度较薄,且沿缸体进气或者排气侧伸出,结构刚性较弱,加工工艺性相对较差,加工过程中易产生振动,加工质量保证较难。因此,合理的选择加工工艺显得尤为重要。
在发动机制造领域,缸体反面常见的加工工艺主要有4种,即:铣削专机+大直径铣刀,加工中心+角度头铣刀,加工中心+专用抗振铣刀,加工中心+反面铣刀。下面结合应用实例对各种加工工艺进行分析说明。
工艺分析
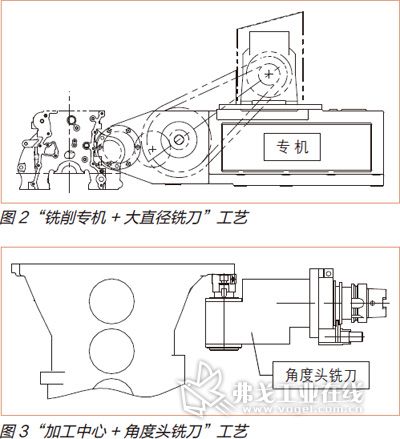
1. 铣削专机+大直径铣刀
此种加工工艺可应用于各种材质缸体的反面粗加工和精加工,一般应用于批量生产方式。其特点是加工效率高,加工质量保证能力强,一次性投入高,但单件加工成本较低。我公司某发动机缸体生产纲领为年产20万台,材料为铸铁,缸体上的起动机反面在精加工时便采用了此种工艺(见图2),加工效率高,质量稳定可靠。
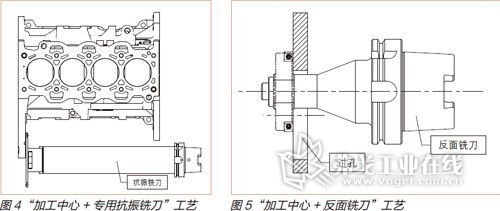
2. 加工中心+角度头铣刀
这种加工工艺需要加工中心具备安装角度铣头的功能,同时由于角度铣头自身结构复杂,质量较大,对加工中心的刀库、换刀机械手等也提出了一定要求。此种加工工艺可应用于各种材质缸体反面的半精及精加工,可应用于单件及批量生产方式,特点是加工柔性高,加工效率一般,加工余量宜小,加工表面质量要求不宜高,费用投入不高,单件加工成本较低。我公司某年产1万台发动机缸体生产线在半精及精加工时采用了该工艺(见图3),铣刀直径为80mm,切削余量为0.3~0.5mm,加工质量稳定。
3. 加工中心+专用抗振铣刀
这种加工工艺采用的是直接加长刀具从缸体另一端来加工反面,因此对加工中心无特殊要求,但由于缸体长度较长,刀具因此也非常长,加工刚性较差,为了提高工件的表面质量,往往采用专用抗振刀杆来尽可能消除加工中的振动。另外,缸体侧面不能有干涉加工的凸台等结构,适用范围受到一定限制。
此种加工工艺可应用于各种材质缸体反面的粗加工及精加工,一般应用于单件及小批量生产方式,特点是通用性强,加工效率低,加工质量一般,投入较低。我公司某款产品在试制时采用了此种工艺(见图4),加工耗时长,加工质量不够稳定,存在微小振纹。
4. 加工中心+反面铣刀
此种工艺利用了缸体反面结构的特点,通常情况下,安装反面上有一较大的过孔,因此可以使刀具的刀杆通过此过孔,然后插补对反面进行反铣。这种加工工艺可应用于各种材质缸体的半精及精加工,单件及小批量生产方式,特点是投入低,加工效率不高,加工质量一般,具有一定的通用性。我公司某产品在试制时采用了此种工艺(见图5),加工余量为0.3~0.5mm,加工时间较长,加工质量较稳定。
结语
本文介绍的这4种发动机缸体反面加工工艺各有其特点及应用场合,选择时要做好加工效率、加工质量和加工经济性之间的平衡。在具体实施时,我们还需结合生产设备、刀具、工装和切削液使用等对工艺进行系统分析,选择合理的切削参数进行加工,才能确保加工过程的稳定可靠。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖