白车身试制工装柔性化设计思路和方法
白车身试制(ET)是汽车设计过程中的重要组成部分,其主要目的是对白车身设计的合理性以及制造可行性进行实车验证,同时为各类功能实验提供结构可靠的白车身。本文介绍了白车身试制工装的柔性化设计思路和实施方案。
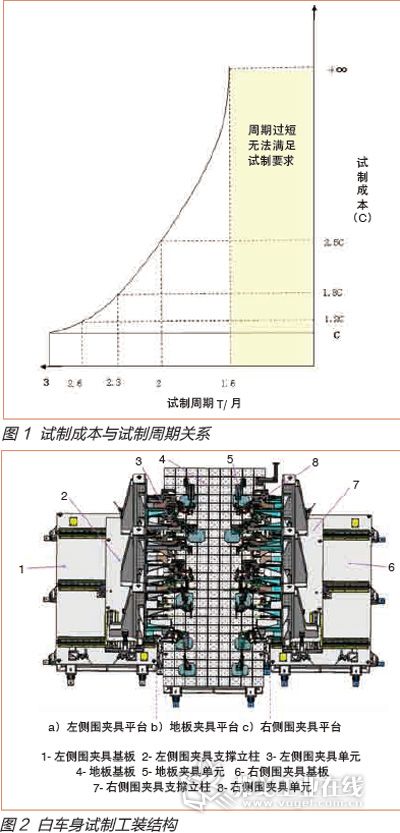
由于市场竞争的加剧,目前各汽车主机厂的新车开发周期越来越短,要求白车身试制周期也不断缩短。从ET 100%数据发布到第一台白车身焊接完成,制作周期从最初的3个月逐步缩短到2个月。白车身制作周期的缩短,意味着对试制供应商的试制能力和试制资源要求更加苛刻,且对试制成本影响也非常高。以正常90天试制周期为例,在此基础上每减少1天,试制成本将增加2%~3%,且随着减少天数的增加,试制成本呈几何数量级增长(见图1)。
在试制周期逐步缩短的情况下,如何进一步降低试制成本成为试制工艺人员研究的重要课题。
试制工装结构与动作原理
白车身试制工装结构和功能模块较量产工装简单,夹具单元以手动为主,翻转定位较多,螺纹锁紧辅以大力钳形式。用于夹紧车身外表面的夹头使用高强度塑料,必须考虑避免在零件上造成压痕。夹具的耐磨性、刚性、精度以及重复性对试制夹具同样适用,基本采用手工操作。
白车身试制工装主要由左侧围夹具平台、地板夹具平台和右侧围夹具平台三大部分组成。如图2所示,左侧围夹具平台由左侧围夹具基板、左侧围夹具支撑立柱及左侧围夹具单元构成;地板夹具平台由地板基板、地板夹具单元构成;右侧围夹具平台由右侧围夹具基板、右侧围夹具支撑立柱及右侧围夹具单元构成。
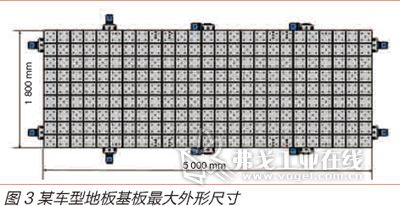
白车身试制工装动作原理:左右侧围夹具支撑立柱回退到侧围夹具平台最外侧,插销固定;利用工装或将手工搬运将左右侧围放入左右侧围夹具平台,定位夹紧;利用葫芦吊具将下车体搬运至地板夹具平台,定位夹紧;移动左右侧围支撑立柱与下车体进行合拼,夹具到位插销固定、夹紧;放入顶盖横梁及顶盖零件,夹具定位夹紧。
根据白车身试制工装结构及动作原理,白车身试制工装柔性化设计主要从地板夹具平台的柔性化、侧围夹具平台的柔性化入手开展。
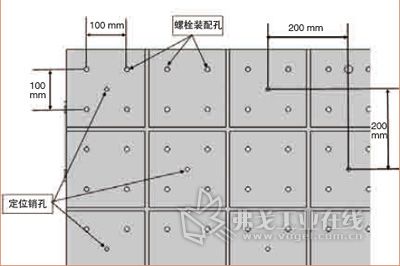
图4 试制工装基板装配螺孔、定位销孔柔性化布置
试制工装柔性化设计思路
白车身试制工装的柔性化设计与白车身的车身结构紧密相关。不同平台白车身对试制工装的柔性化设计工作可从以下两方面开展:
1.同平台两厢/三厢白车身试制工装柔性化设计
同平台两厢/三厢白车身结构的特点是:同平台两厢/三厢白车身下车体结构和定位点相同或基本类似;同平台两厢/三厢白车身上车体(主要为侧围)基本以B柱为分界线,B柱之前结构相同,B柱之后结构存在一定差异。
根据以上的白车身结构差异,对该类白车身试制柔性化设计思路具体如下:对下车体基板进行共用柔性化设计;对上车体三组侧围支撑立柱进行共用柔性化设计;为对应两厢/三厢侧围长度变化,对第三组支撑立柱下方安装500mm直线导轨进行X向调节;对夹具单元的支撑部件(POSTER)进行结构标准化。
2.跨平台白车身试制工装柔性化设计
对于跨平台白车身因结构差异较大,对该类白车身试制柔性化设计思路具体如下:对下车体基板进行共用柔性化设计;不同平台白车身结构差异较大,RPS坐标很难统一,可在共用的下车体基板上安装柔性转接板实现;上车体三组侧围支撑立柱完全共用,为对应不同平台白车身长度方向差异,对第三组支撑立柱下方安装300mm直线导轨进行X向调节;对夹具单元的支撑部件(POSTER)进行结构标准化。
试制工装柔性实施方案
综合以上两种白车身结构特点可知:主拼夹具地板基板是搭建白车身结构、保证白车身精度基本构造之一;试制工装的基板通常由高强度合金钢与槽钢焊接而成,要求具有很高的加工精度和强度。
在进行基板的柔性化设计时需考虑到以下因素:
1.基板最大外形尺寸柔性化设计
在进行新车规划时因定位不同,车身尺寸差异很大。在进行白车身基板柔性化设计时,首先要考虑同/跨平台车型的统一规划,择优选取能兼容未来可见规划车型又避免基板尺寸过大引起成本提高的合理基板的最大外形尺寸规格。
以某车型的试制工装为例(见图3),对地板基板最大外形尺寸在兼顾各种因素后设计为5000mm×1800mm。
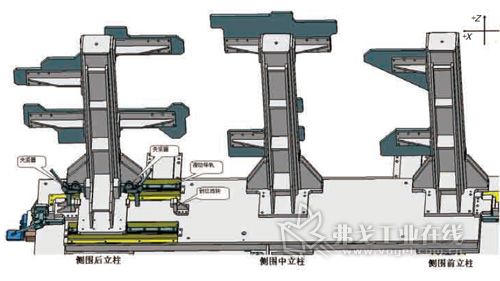 图6 侧围夹具平台结构
图6 侧围夹具平台结构
2.基板装配螺孔、定位销孔柔性化设计
为实现对不同车身下车体定位点的柔性化,在设计基板时需要在基板上开设沿长度、宽度方向间距100mm×100mm的装配螺栓孔,以及沿长度、宽度方向间距200mm×200mm的定位销孔。如图4所示,定位销孔位于装配螺栓孔对角中心位置,且只呈单向对角分布。
基板装配螺孔和定位销设置的目的是对应任何不同尺寸、不同结构的下车体,柔性地板基板都可在合理位置处设计出对应的夹具定位单元,从而实现更换不同车型只需更换基板上的对应夹具单元而夹具基板可重复利用的柔性化设计初衷。
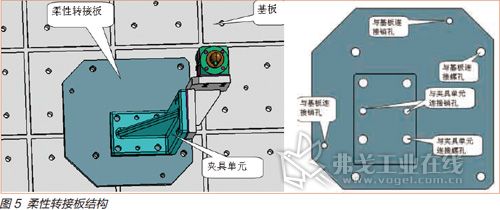
在进行具体应用时,通常在基板与夹具单元之间安装柔性转接板。该转接板主要为解决夹具单元在基板上螺接和销定位时,螺孔间距过小无法与基板上100mm×100mm间距匹配的问题。柔性转接板结构的具体应用如图5所示。
从以上柔性转接板功能可看出,在进行柔性转接板设计时应满足以下基本条件:柔性转接板尺寸应至少大于两个基板连接销孔间距,即与基板连接销孔X、Y向间距大于250mm×250mm;柔性转接板尺寸应至少大于4个基板连接螺孔间距,即与基板连接螺孔X、Y向间距大于150mm×150mm。综合以上两条件,柔性转接板最小尺寸大于250mm×250mm,建议取值为300mm×300mm。
如同地板夹具基板的柔性化设计,侧围夹具平台也要考虑到车身长度差异的兼容性方案。因此,对侧围夹具平台柔性化主要考虑到以下几点:
(1)侧围夹具平台结构标准化 如图6所示,侧围夹具平台主要包括侧围夹具基板、侧围前立柱、中立柱和后立柱四大部分。侧围各立柱分别连接不同形式的柔性连接板,通过更换连接板上的夹具单元实现不同结构形式的侧围定位、夹紧柔性化。
(2)对应不同长度尺寸的白车身结构夹具柔性化方案 为应对车身长度变化对侧围夹具柔性化的影响,在设计侧围夹具结构时可考虑通过侧围后立柱可延展性来提高侧围夹具长度方面的柔性化,具体方案是在侧围后立柱与基板之间增加1组500mm长的直线导轨,并在滑动立柱两极位置各设置挡块和锁紧装置,保证其位置的精确性。通过该套装置的应用可基本实现从A级到C级不同类型车型的试制。
结语
由上可知,改造后夹具基板、侧围基板及主支撑立柱皆可实现多车型共用,仅与白车身直接接触的夹具单元需要根据不同车型进行单独设计。从成本上分析,地板基板与侧围立柱基板制造成本占据整套工装成本的60%以上。如果两款车型能共用一套柔性工装则在工装成本上可节约60余万元,如果后续车型能继续沿用,节省费用更为可观。同时,通过柔性化工装设计和改造,可有效降低试制车间存储和试制空间,提升试制场地利用率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖