缸孔珩磨加工工艺及刮痕问题解决方案
本文介绍了珩磨加工的特点及加工工艺,并针对缸孔孔口出现刮痕的现象进行了分析,以此判定刮痕对发动机是否有影响,找出故障原因,并分析结果得出,调节珩磨条回缩量可以解决缸体珩磨过程中缸孔产生的刮痕,本文针对此现象,制定了合理的改进方向。
缸体是发动机的核心零部件,将发动机的曲轴飞轮机构、活塞连杆机构以及供油、润滑、冷却机构和其他附件机构联接成一个整体。对缸体缸孔进行珩磨,能够保持良好的润滑沟槽部分的最大深度,过大容易出现烧机油现象并且活塞漏气量大;过小润滑不充分,无法形成有效的油膜,加剧活塞环磨损。因此,发动机缸孔的加工质量直接影响整机的动力性和经济性,也是决定排放是否能达标的关键因素之一。
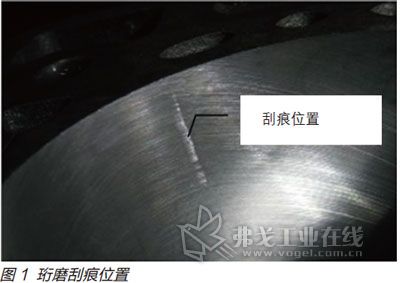
下面我们针对某发动机缸体在珩磨过程中缸孔孔口位置出现刮痕的现象进行分析(见图1和图2),其特点如下:划痕成长条状,处于缸孔轴方向,宽度约为0.8~1.3mm,长度为18~25mm,上端距缸体顶面为3~5mm。活塞处于上止点时,活塞环1环上表面与缸体顶面距离为4.8mm。压痕处于活塞环与缸孔配合的范围内,且其平面低于缸孔表面,所以严重影响发动机性能;每个缸孔存在4条划痕,且中心对称。
缸孔珩磨介绍
珩磨是磨削加工的特殊形式,又是一种高效率的加工方法。它不仅能去除预留的加工余量,而且是一种提高工件尺寸、几何形状精度和表面精度的有效加工方法。
珩磨加工是利用安装于珩磨头圆周上的若干条油石,由涨开结构将油石沿径向涨开,使其压向工件内孔壁以产生一定的面接触,同时使珩磨头作旋转和往复运动,由此来实现对工件的低速磨削。影响工件珩磨精度的因素很多,主要有3种:珩磨头旋转速度、珩磨条的膨胀压力以及珩磨头的往复运动速度。
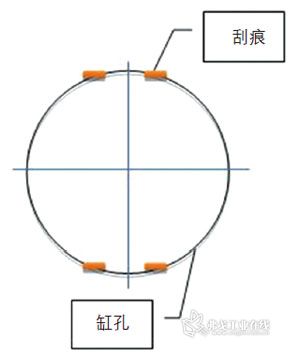
图2 刮痕位置示意
1.珩磨加工的特点
珩磨加工的特点主要包括以下几点:加工精度高,工件经珩磨后,尺寸精度、形状精度均能提高,表面粗糙度可达Ra0.2~Ra0.8μm,有的甚至低于Ra0.025μm;表面质量好,珩磨加工面具有交叉网纹,有利于润滑油的贮存及油膜的保持,并有较高的表面支撑率(孔与轴的实际接触面积与二者间的配合面积之比),因而能承受较大的载荷,耐磨损,能延长使用寿命。
2.缸孔珩磨加工工艺
缸体缸孔珩磨指标主要是以表面粗糙度核心轮廓深度(Rk)、峰高(Rpk)、谷深(Rvk)、轮廓支承长度率(Mr1和Mr2)以及网纹夹角作为主要网纹质量评价参数。该评价参数可准确描述平台网纹的细致结构,能对平台珩磨工艺参数的选择提供准确的反馈信息,对试验中珩磨表面支承、储油和磨合等实际情况得到真实反映,适应汽车行业对尾气排放标准及耗油量不断加强的要求,规定的参考数值为国内外珩磨参数设计的经验数据,具体数值需要根据发动机性能试验的结果最终确定。
通过对缸孔珩磨,能够改善内表面的油膜分布,使其具有良好的润滑条件,工作时噪声得到降低,运动更平稳,改善了发动机的工作性能。例如:缩短发动机的磨合期;增加发动机的气密度;减少发动机的拉缸现象;降低油耗;由于存在储油沟槽,减小了摩擦副间的摩擦,提高了耐磨性,相应地提高了寿命。
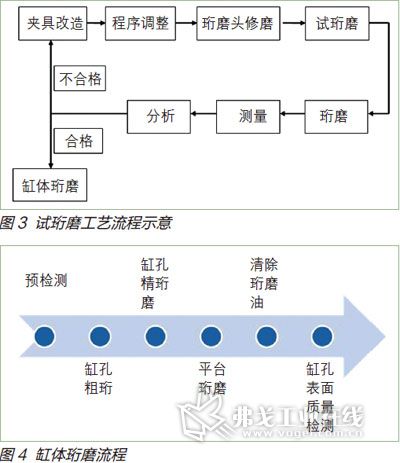
在对缸体珩磨前,首先对珩磨机进行一次试珩磨,确保在调整珩磨之前,各项参数达到工艺要求,具体流程如图3所示。缸体珩磨加工工艺流程如图4所示。
缸孔刮痕分析
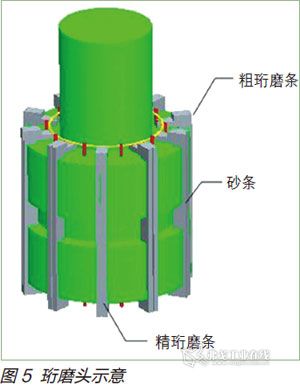
缸孔出现刮痕后发现,划伤位置与珩磨头(见图5)珩磨条位置对应,且检查了珩磨头,无其他突出干涉部位。初步判定,缸孔划伤是由珩磨条刮擦导致。在此对可能产生划痕的原因及措施进行分析。
1.珩磨条卡滞不能回缩导致
检查珩磨条是否能正常缩回,发现有卡滞无法正常缩回现象,可能是加工铁屑混合切削液凝固后堵塞安装槽。拆卸珩磨条,清洗凝结在珩磨头里面的铁屑,重新安装珩磨条,使珩磨条可以正常缩回。珩磨条回缩卡滞检查完成后,重新对缸体进行珩磨,发现缸孔内壁刮痕依然存在。
2.珩磨条两端尖锐
珩磨条两端有棱角,回缩后在伸进和拔出缸孔的过程中可能刮伤缸孔表面导致压印划伤。采取措施,将珩磨条两端修成圆角并重新安装。再次对缸体进行珩磨,发现缸孔内壁刮痕依然存在。
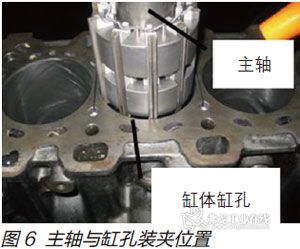
3.主轴与缸孔不同轴导致珩磨条刮伤缸孔
重新调整缸体的缸孔位置、缸体缸孔中心间距参数、缸体装夹位置及主轴参数等。重新定位并装夹后,利用百分表对珩磨机主轴与缸孔中心进行确认,确保在同一主轴,再进行珩磨,缸孔内壁刮痕依然存在。主轴与缸孔装夹位置如图6所示。
4.粗珩时产生划痕
排除以上可能性后需要确定划痕产生的时间。珩磨分为两个阶段,粗珩和精珩,划痕可能产生在粗珩阶段,即由粗珩磨条导致。将加工进行调整,取消精珩,仅粗珩后就出刀检查,珩磨纹路规律、清晰可见,未发现问题中的划痕迹象。
5.精珩时产生划痕
划痕可能在精珩过程或者结束时候由精珩磨条挤压刮擦导致。将粗珩进给量调整为0,即粗珩阶段不对缸孔孔壁进行磨削,仅仅精珩有效的情况下,出刀后检查发现产生压痕,且4道压痕位置与4根精珩磨条位置一致,所以基本已确定压痕是精珩阶段由精珩磨条挤压刮擦导致。
6.无旋转出刀
主轴未旋转出刀,珩磨头在直上直下出刀过程中划伤缸孔,产生竖直划痕。由加工完成后直接出刀调整至加工完成后旋转出刀(珩磨头沿网纹轨迹旋转出刀),刮痕明显减轻,但依然可见。
7.珩磨进给速度过大
精珩的进给速度过大,可能导致精珩磨条对缸体孔壁的挤压。精珩进给速度由0.06mm/min逐步调整至0.01mm/min,均有刮痕。并且在加大主轴旋转和冲程速度的情况下试验以上进给速度,划痕仍然存在。
8.珩磨后回缩量偏小
在珩磨过程中,砂条不断径向伸出,直到达到珩磨尺寸。在珩磨开始前及珩磨开始后,砂条都会进行回缩,其过程如下:粗珩磨条缩回→精珩磨条胀出→主轴旋转、主轴冲程同时进行→精珩结束停止旋转及冲程→精珩磨条回缩→珩磨头退出缸孔。珩磨条回缩量不足,就可能导致在珩磨条拔出的过程中划伤缸孔。现将珩磨回缩量由0.05mm调整为0.10mm,加工缸体发现缸孔刮痕消失,并连续加工两件缸体缸孔,刮痕没有出现,比较稳定,经过测量,数据都在工艺要求范围内。
结语
本文通过对缸孔珩磨工艺的介绍及珩磨过程中缸体产生的刮痕现象进行分析,对可能产生的原因(设备、参数设置和装夹等)进行逐一排除,最终找到问题要点,并将其解决。同时将产生的问题作为案例,为后期出现类似状况作参考依据。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖