全自动激光拼焊设备应用浅析
本文介绍了全自动激光拼焊设备的组成、焊接工艺流程、不等厚板焊接的工作原理及在线质量检测系统,并展望了其发展前景。
多年来,汽车工业一直致力于在保证轿车结构稳定性的同时减轻车重,在这方面使用最成功的一项新技术便是激光拼焊技术。随着激光焊接技术的发展,激光拼焊件已经被广泛地应用在纵梁、保险杠、门内板和地板等结构件中。国内自主品牌汽车厂自2005年起开始认可激光拼焊技术,并在白车身上大量应用激光拼焊件,激光拼接设备也得到了越来越多的应用。
激光拼焊设备的工艺和功能
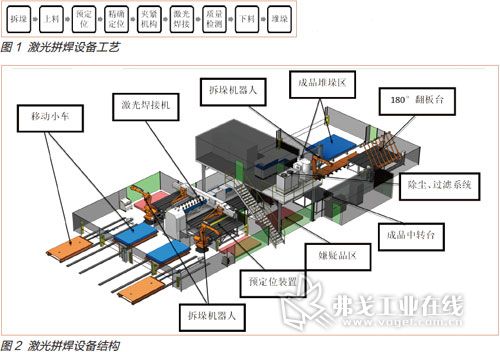
激光拼焊设备是将两张或多张不同厚度或不同材质的钢板通过激光术焊成一张钢板,然后进行整体冲压成形工艺的设备,该设备可以满足对零部件不同部位的不同要求,简化冲压模具工艺。激光拼焊设备工艺如图1所示。该设备具有自动模式与手动模式两种运行方式。自动运行模式是自动完成拆垛、上料、预定位、精确定位、基板夹紧、激光焊接(除尘、冷却)、焊缝跟踪、在线质量检测、不合格品处理、板料输送、板料翻转和下料码垛全部生产过程;手动运行模式是使每个设备,即上料机器人、对中装置、焊接装置、除尘装置、堆垛机器人和180°翻转台单独动作,可以通过人工实现上料、下料的生产方式。
激光拼焊设备设置了紧急停止和循环停止两种模式,触发紧急停止后,运行设备的所有动作立即停止,并切断所有动力回路(电路、气路和液路),所有主控柜及控制台中断工作并报警;触发循环停止功能后设备停止运行,回到等待位置,进行下一次焊接准备。
激光拼焊设备的应用
激光拼焊设备结构如图2所示。长城汽车激光拼焊设备上配置的是移动小车式拆垛上料区,拆垛区分为厚板和薄板两部分,每部分各采用两台移动式上料小车,完成拆垛区的自动切换,保证同一产品的连续生产性。由于使用移动小车的上料方式,取消了同侧两台小车之间的物理隔断,降低了拆垛机器人(带工装)行走轨迹的复杂程度,减轻了机器人的编程难度与人工施教的难度。每个拆垛机器人配置1个板料检测、1个双料检测,通过PLC控制在每次拆垛开始时自动找寻料垛位置,不需要人员再次重复施教,降低了人工劳动强度。
激光焊接机是生产线的核心部件,采用的是直线与“人”字形结构,型号为LPQ 3000,焊接板从主焊机两侧通过预定位装置,使拼焊板从Y轴和X轴两个方向进行精确定位,然后送入主焊机,主焊机可以完成的最大料片尺寸是3100mm×1600mm,1个焊接循环中焊接料片的数量可以进行设置,这里根据工艺设置选择的是1~6件焊接料片。主焊机配置的是1台功率为4000W的固体激光发生器,将等厚或不等厚的钢板对焊在一起,焊接速度可以达到7~10m/min。焊接过程中利用激光束收集器将激光收集并通过冷却水对焊接区进行循环冷却;同时,与焊机相连的除尘与过滤设备,自动清除焊接区上面的焊烟、焊屑、焊接飞溅物和金属氧化物等有害物质。
焊接开始前,由1个带激光投射装置的CMOS摄像头扫描焊接基板的缝隙边缘,这样做的目的是实时探测缝隙实际位置,以便调整激光聚焦点位置,确保激光熔烧在缝隙位置。激光焊接过程中,通过上、下两个CMOS摄像头对焊缝进行在线、实时、同步和不间断检测,并通过图像处理系统对焊缝上下表面几何形状、焊缝宽度与表面缺陷进行计算,将结果传递到控制室内的显示屏上,人员在操作室内就可以监控焊接板的情况。
1个焊接循环内所有钢板焊接完成后,由带轨道的堆垛机器人进行下料,根据成品件工艺要求是否需要翻面(可以进行180°翻面),可以选择翻面装置打开或关闭。如果成品件不需要翻面,堆垛机器人从下料台上抓取成品件后直接完成堆垛,堆垛机器人同样配置1个板料检测和1个双料检测,可以自动搜索码垛工位的高度完成激光拼焊板的码垛工作。由于一些成品件需要翻面,堆垛机器人从下料台上抓取工件后会将工件放到翻面台上,然后由翻面台上真空吸盘抓起工件,堆垛机器人会从另外一面再抓取工件完成堆垛,实现成品件的180°翻面。
激光拼焊线内设置了2个堆垛区,由1个堆垛机器人完成合格品的堆垛和堆垛切换工作;同时,设置了2个临时产品存放区,即1个质量嫌疑品件堆垛区和1个成品件过渡堆放台,当同一焊接批次产品检测到嫌疑品件时,将其放到质量嫌疑品件堆垛区,以便技术人员对嫌疑品件进行再次鉴别,其余的合格品放到成品件过渡堆放台,同下一批成品件完成堆垛。
激光拼焊设备运行时有完善的安保系统,生产区域内设置了11个安全光栅和6个安全锁,当人员进入生产区域后设备不能起动运行,并且激光发射组件都被屏蔽在装有安全锁的防护罩内,激光发射后不会有外露的激光;同时激光焊接开始后,会伴随声光报警来提示人员注意,主焊机上也会有产品指示灯,显示目前产品的焊接状态,人员从设备外部就可以了解焊接情况。
激光器和在线质量监测
1.激光器
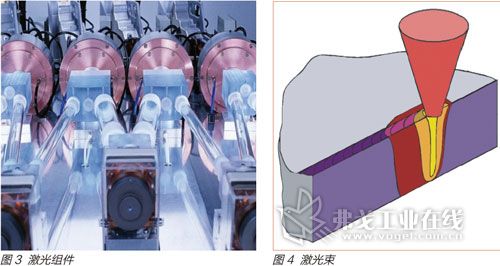
激光器是用来发射激光的装置,因此被称为激光源。根据产生激光的工作物质不同,在激光焊接中主要采用气体激光器和固体激光器两种,这里介绍的是TRUMPF公司的盘式固体激光器,它的受激物质是一种含钇铝石榴石的激光晶体,缩写为Yb : YAG,此激光装置具有60~4000W的激光输出功率,发射的激光光线辐射波长为1030nm。通过激光组件(见图3)的谐振器对激光束(见图4)进行聚焦,聚焦后的激光束作用在钢板上,通过聚焦的激光束光波能量,钢板在一个有限的区域内被加热,使得激光束区域内的材料被气化,这个极高温区域膨胀到材料中,周围的材料被加热,形成一个熔融体。激光焊接的优点是热影响区比较小,仅限于焊缝区域,因此即使薄板材也能焊接而极少产生变形。
2.在线质量监测
由于在焊接过程中,无法人工检测焊接质量,对于焊接后的焊缝质量无法进行有效监控,因此,我们采用了先进的图像处理技术——SOUVIS5200系统。该系统配置3个CMOS摄像头,通过总线与PLC连接进行外部控制,并结合灰度图像和激光三角测量线组成的图像分析软件,在短脉冲闪光灯装置帮助下,对焊接钢板从顶部和底部进行全程在线跟踪及检测。激光焊接的焊缝质量检测主要取决于两个方面的数据特征:焊缝几何形面的绝对测量值和焊缝表面的均匀性。焊缝的局部缺陷会对焊缝强度及表面美观产生影响,因此,SOUVIS5200系统采用以下3种方式同步探测焊缝局部缺陷:焊缝形面三维数据分析、焊缝组织结构分析和针孔分析。焊缝组织结构一般通过纤维性结构来反映,即“鱼骨形”结构。为了对焊缝结构进行分析,系统根据纤维结构的斜度、方向及多像素方式生成焊缝结构特征,这些结构特征可以通过数字来反映焊缝表面质量与平滑均匀性。
结语
根据我国汽车工业技术的发展状况,将不等厚钢板激光焊接后应用于白车身上的主机厂越来越多,激光拼焊加工产业也逐渐发展壮大。激光加工设备一次性投资较大,全面普及并非易事,但随着我国经济的不断发展以及激光加工技术生命力的日渐强大,全自动激光拼焊设备在汽车工业中的应用会越来越广泛。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖