基于CNC的粗镗缸孔夹具优化设计
本文以粗加工机床夹具为研究对象,以ANSYS有限元软件为辅助分析手段,针对CNC工装夹具的刚度进行了详细的介绍和分析,对工件定位夹紧情况进行刚度分析,并为减少加工过程中的受力和变形采取相应的措施,为该类型的机床夹具设计、刚度研究提供了一定的理论依据。
随着经济发展以及生产力的提高,在现代生产中,数控加工中心(CNC)的应用越来越广泛,而机床夹具作为加工的载体,是一种不可或缺的工艺装备,其首要任务是保证加工精度,特别是保证被加工工件的加工面和定位面之间及被加工表面相互之间的位置精度。它还能提高加工效率和减轻加工强度,充分发挥和扩大机床的工艺性能。因此,机床夹具在机械制造中占有重要地位。
发动机工作过程中,活塞由于气体膨胀燃烧的作用在气缸体内来回往复运动,环境最为恶劣,而缸孔内壁的表面加工质量将直接影响燃气的充分性,从而影响尾气排放,所以缸体缸孔是发动机缸体制造加工过程中最为关键的工艺。对于铸铁类缸体来说其加工工序较为复杂,分为粗镗缸孔、半精镗缸孔、精镗缸孔和珩磨缸孔等四个工序,为保证加工刀具成本和加工后的质量,如表面粗糙度、圆度和圆柱度等,加工余量分配比十分重要。通常,粗镗缸孔的余量最大,后续加工余量依次降低,例如粗镗缸孔余量为2.85mm,精镗缸孔余量为0.5mm,珩磨缸孔余量则只有0.035mm。由于粗镗缸孔的余量最大,故镗削过程中产生的力和振动也是最大的,为保证工件在加工过程中的稳定,机床的夹具刚性要求显得十分重要。
本文以粗加工机床夹具为研究对象,以ANSYS有限元软件为辅助分析手段,对工件定位夹紧情况进行刚度分析,为该类型的机床夹具设计、刚度研究提供了一定的理论依据。
粗镗缸孔夹具设计及其受力分析
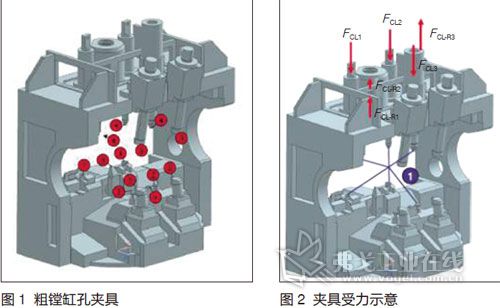
缸体粗加工机床为卧式加工中心,立式夹具与B轴连接, B轴旋转带动立式夹具旋转,以加工缸体的部分特征,由于缸体为箱型零件有6个面,控制其自由度比较简单。如图1所示,缸孔定位夹具主要由定位块、Y向支撑、Z向支撑和夹紧杆组成,用于工件的定位与夹紧,保证加工过程中工件不会发生偏移。其中,定位块面上有气孔,当工件落座后,机床通过检测定位块面上的气压来判断工件是否已经准确夹紧和定位,夹紧杆由液压油缸驱动。由于夹紧力的不均匀性会影响缸孔的垂直度等质量属性,这里采用新的夹具结构设计消除不均匀性。
由于机床在工作的过程中受诸多方面因素的影响,工作状态比较复杂,进行分析时为简化计算,认为机床材料是各向同性材料,密度均匀分布。同时,机床几何结构复杂,在建立模型时,不可能全部考虑所有细微复杂的几何因素,因此忽略了小的孔、圆角和倒角等对分析结果影响不大的局部细节结构,每个连接部位均为单一连接。由于缸体几何结构复杂,需要在工件上选择合适的面作为连接支撑点。机床夹具采用优质材料,密度为7 829 kg/m3,杨氏模量为206.94 GPa,泊松比0.288;缸体工件材料为灰铁HT250,密度为7 200 kg/m3,杨氏模量为110.5 GPa,泊松比0.26。
在此,我们从以下几方面分析夹具的受力和刚度情况:
1. 夹紧力的计算
如图2所示,假设夹具底面为固定约束(以下所有分析均基于此点),夹紧油缸力的传递只在Y方向上,夹具在夹紧工件工作的过程中,其油缸夹紧力可以测量得到
FCL1=FCL2=(4325+1750) N ①
FCL3= 2120N ②
其中,FCL1、FCL2和FCL3分别是三个油缸测量得到的夹紧力;FCL-R1、FCL-R2、FCL-R3分别是3个油缸对夹紧产生的反作用力。
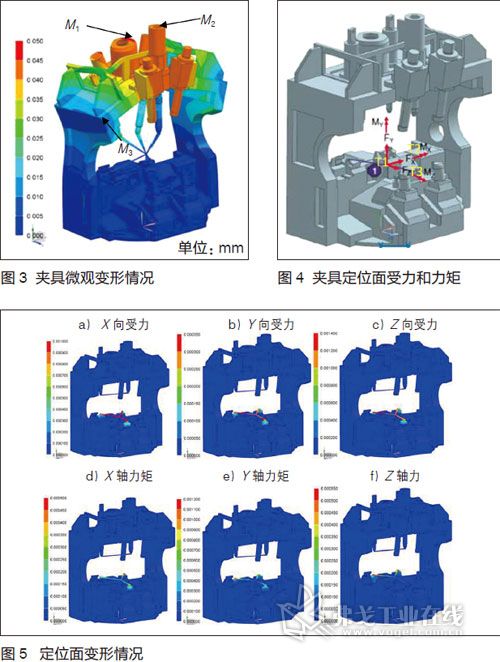
将夹具所受作用力输入ANSYS软件进行分析,模拟夹具微变形情况。如图3所示,由于夹具底部为固定约束,越靠近夹具底部变形量应越小,与图中结果显示一致,同时可以看出夹具顶部变形最大。用ANSYS软件分析结果如表1所示。

2. 夹具定位面的刚度
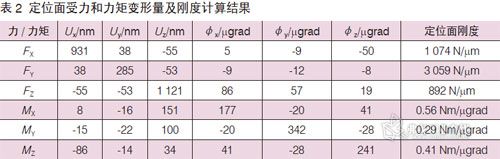
图4中T1、T2和T3为零件定位面接触点,假设在X、Y和Z三个方向定位面受力均为1000N,力矩为100Nm,则可在ANSYS软件中分别算出夹具定位面在各方向的力和力矩的作用下产生的变形情况和具体结果,如表2所示。定位面变形情况如图5所示。
3. 夹紧头的刚度分析
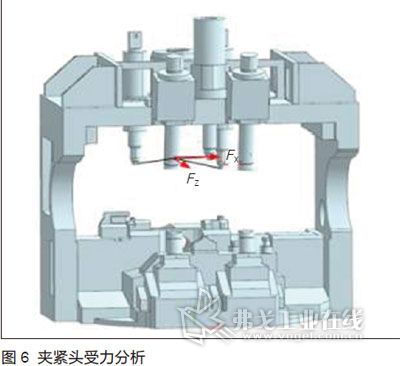
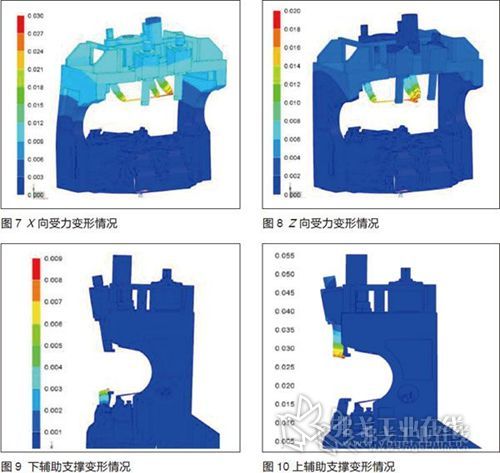
由于夹紧头主要为Y向夹紧,Y向变形为正常现象,分析夹紧头的刚度主要为夹紧头在X向和Z向抗变形的能力,故在此只分析X向和Z向受力对夹紧头变形的影响。由牛顿第三定律可得,夹紧头所受反作用力与定位面受力相同(Fx = Fz = 1000N),如图6所示。在ANSYS软件中分别算出夹紧头在各方向力的作用下产生的变形情况和具体结果(见表3),夹紧头受力变形情况如图7、图8所示。
4. 辅助支撑刚度分析
为提高工艺系统的整体刚性,除主加紧力作用外,增加辅助支撑可使缸体整体对称。受分布均匀的辅助作用力影响,可有效增加工件刚性,减少缸体在加工中的形变。辅助支撑刚度分析与夹紧头的刚度分析相同,但受力只在Z方向上,有限元分析上下辅助支撑变形量分别为49mm和7mm ,刚度为143N/mm和20.4N/mm,如图9和图10所示。

5. 镗缸孔刚度分析
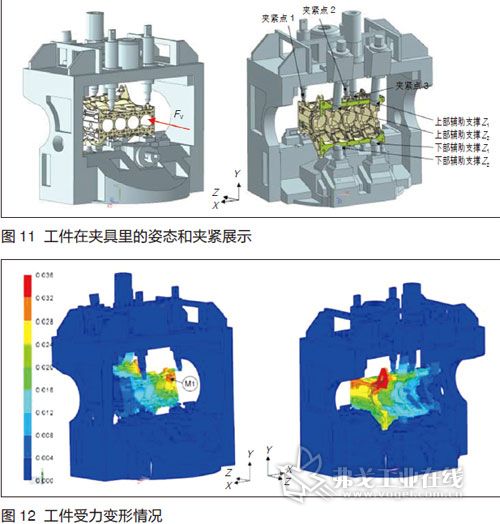
图11所示为工件加工时的姿态,工件在机床中Y向夹紧,镗缸孔时受到Z向的主切削力Fv,通过加工余量和主轴负载的监控曲线可以得出Fv最大为4700N,同时为了简化分析对象,假定工件下部在Z向与夹具是完全夹紧的,工件与夹具之间由刚性单元(即定位块面)连接,这些刚性单元仅仅在下列几个方向传递作用力:工件定位面方向(X和Y向);夹紧方向(X和Y向);辅助支撑方向(正常接触面,Y向或Z向)。同时,定位和夹紧在X向传递的作用力可以防止工件移动。有限元分析镗缸孔时工件形变大小如图12所示。
由表4可知,缸体工件在Z向的变形是最大的,与实际加工中表现出的质量缺陷一致,为防止加工中振动等因素影响,故引入上下辅助支撑4个,抵抗Z向作用力。
6. 镗缸孔振动模型
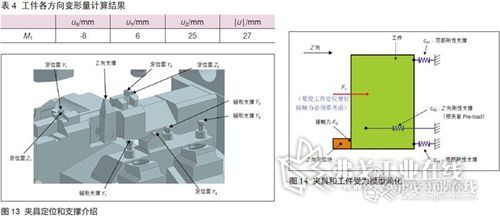
针对缸体工件在空间运动的六点自由度原理,对工件分别实现定位以限制其自由度,同时用夹紧、辅助支撑等确保工件在加工过程中的惟一性,图13所示为夹具定位面和支撑的具体情况。前面已经分别分析了定位面、夹紧头和工件的刚度情况,为简化夹具的受力分析,我们可以假设工件处于无摩擦力作用下的夹紧状态,则模型可以简化如图14所示。

简化时必须考虑两个实际因素:支撑材料的刚度要小于定位面的刚度;工件变形位移量Δx必须很小。
当然,如果我们想工件定位更理想,必须选择一个比加工过程中切削力更大的预夹紧力,夹紧、定位与工件之间的摩擦力能更好地保证定位。根据上述模型容易得到
FC= FA1+ FA2+ FSZ-FV>0
FA1=CA1 ×Δ XA1
FA2 = CA2 ×Δ XA2
FSZ= CSZ×Δ Xsz=Fpre-load
工件在加工过程中所受夹紧力和切削力与之前的设定值一致,根据力的传递性和牛顿第三定律,分别将夹具各部位受力汇总如表5所示。

根据夹具各部位所受力的结果可知,由于夹紧力和缸孔加工的特殊方式,工件偏移量比其他一般工位大,对定位面的刚度要求更高,夹紧头的刚度要求高,上部支撑刚度接近下部支撑刚度的7倍。工件由于实际切削过程中的偏移量小,必须评估夹紧方面的影响,所以Z向支撑更高的预夹紧是需要的,需要改善工件上部辅助支撑的刚度。

实际运用
根据本文对刚度的分析,定位面Z1和辅助支撑刚度要求高。在过去的镗缸孔夹具设计中,并未引入辅助支撑,因此出现加工过程有振动,导致缸孔加工表面质量不是很好;出现刀痕过深、精加工和珩磨不完,导致发动机在实际运行中出现烧机油等售后问题,如图15所示。现利用有限元刚度分析,增加定位面材料的强度,增加Z向辅助支撑,使缸体在加工过程中更平稳,变形量更小,缸孔表面加工质量更好,如图16所示。由于加工受力更均匀,噪声等方面均有改善,成功解决了镗缸孔过程中震纹等质量问题。在现场维修人员解决加工质量过程中,优先检查夹具中这些关键部位,迅速锁定,便于诊断和判断,对提高工作效率有着很好的指导意义。
结语
本问题利用有限元分析法进行夹具的刚度计算分析和设计,并结合工厂实际运用的质量问题进行针对性的改善,从根本上消除了夹具在抗振动方面的硬缺陷,改善成本小,经济效益高。
对夹具局部进行优化设计,会使精加工变得效率更高,质量稳定性更可靠。此种改善方法在大批量生产中有着很好的指导性作用。此外,针对某些精加工缸孔的表面质量问题,也可以采用此种方法。只不过由于精加工对缸孔的表面质量要求更高,受力要求等更精准,在利用有限元分析时需要考虑更多其他诸多因素的影响,难度会更大,但基础的方法和理论依据一样。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖