浅谈DELMIA在焊装生产线中的应用
随着汽车制造业市场的竞争加剧,汽车生产线的规划设计及资源配置对于汽车生产效率及质量起到至关重要的作用。利用数字化手段可以更加直观地展现和了解生产线的规划设计问题,提高规划设计效率及降低设计成本,实现汽车量产化过程中的创新与效率。
DELMIA的应用
DELMIA(数字企业精益制造交互式应用)是达索公司为“数字化工厂”概念推出的一套较完善的软件解决方案,由两个相互关联的独立软件DPE(数字工艺工程)和DPM(数字制造维护工艺)组成。Resource Modeling and Simulation是创建和实施与工艺规划和工艺细节规划应用相关的辅助工具,将人机工程、机器人、3D设备/工装/夹具和生产线等资源均定义并加入到DPE、DPM环境中,构建虚拟的生产环境,仿真工厂作业流程,分析一个完整数字工厂(车间/流水线)环境。
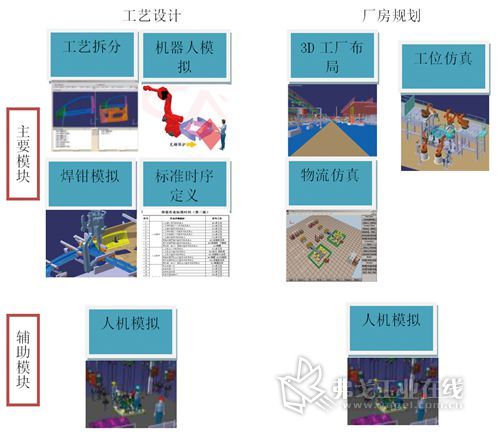
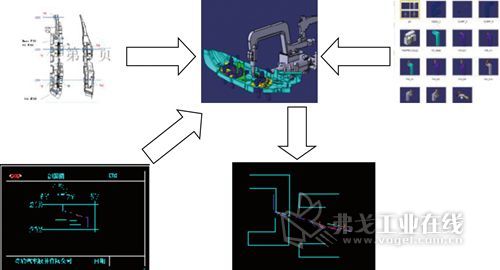
DELMIA软件在汽车焊装领域的应用主要体现在前期工艺规划与仿真验证过程中。前期工艺规划主要完成焊装产品数据的集中管理、焊点管理、焊接资源的管理、产品工艺过程的分配、焊钳的初选与验证、焊装工厂的工艺规划、焊接工位的能力分析、工位产品装配仿真、产品与焊装相关资源的仿真以及输出各种焊装工艺文件等工作,如图1所示。
EBOM及焊点文件的输入
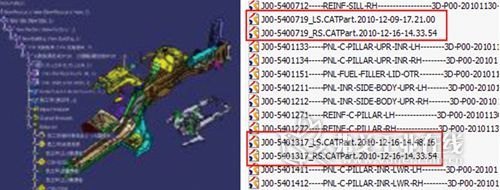
EBOM指焊装零部件工艺分配明细表,通常各个汽车主机厂提供的产品三维数据在文件格式上是有差异的,因此在通过宏脚本程序将其输入到DPE前要经过细致的产品整理过程。如果没有DELMIA E5,也可以在DELMIA V5中以基于文件的形式创建车身产品的EBOM(见图2)。
焊装工艺中有效的焊点管理对于焊接工艺设计和夹具设计都非常重要。目前大多数主机厂提供的焊点文件均不能直接被DELMIA软件接受,都需要通过宏程序或手工整理成DELMIA的标准格式。DPE中通过宏来处理焊点列表的输入、焊点和零件的关联。用DPE能够处理诸如焊点的修改和编辑,标准的焊点文件要包含焊点标签,焊点数量,焊点归属的Group,关联相互焊接的车身产品零件名称,焊点的中心点坐标X、Y、Z坐标值以及Y、P、R角度值等项内容。
焊装生产线工艺规划
目前我国的焊装生产线设计还停留在较低的技术水平上,项目数据多数停留在AutoCAD图样状态,无法进行整体的动态仿真,如节拍平衡、生产线布置以及工位仿真等。在DELMIA平台上,焊接生产线实现了数字化及可视化仿真,对比传统的生产线设计,极大地降低了时间、人力和物力等方面的投入,并保证了应用效果。在DPE模块中要预先定义好相对完善、通用性强的焊装工艺规划模板,将产品EBOM导入到DPE后,利用焊装工艺规划模板进行实际的焊装工艺规划。规划过程中要同时将各种焊接资源,如焊装厂房结构、工艺节拍、工装夹具布局、工艺物流器具和焊接设备等因素统一考虑,形成真实的焊装工艺流程,通过软件的分析功能对焊装生产线的生产能力进行平衡分析,并对产品的工艺分配、焊点分配、工位数量、人员分配和设备工装自动化程度等内容进行不断优化。最后将规划结果通过PPR Hub存入数据库中保存,同时可作为今后相近车型或同平台车型工艺规划的参考资料。

三维仿真验证
1.工位仿真
通过仿真模拟产品零件在工装夹具上的焊接装配顺序过程,来发现产品焊接装配工艺是否合理、零件上件顺序是否存在互相干涉,同时检验零件上件与卸件是否与夹具、焊钳等工装设备干涉。这对进行焊装工艺分配起到很好的辅助作用,从而制定了合理的工艺作业指导书。
2.三维工厂布局
通过在三维环境下仿真出焊装线、设备工装夹具和物流器具等设备的真实布置,对空间层次有了更加直观和清晰的了解,从而更直观容易地分析出焊装线、焊接夹具、设备以及物流器具等与厂房的钢结构是否干涉,布置是否匹配,工位器具与工装夹具的布局是否合理,焊钳的分布与夹具摆放是否合理,操作人员是否方便进行工序内容操作等。
3.焊装线工位的时序分析及仿真验证
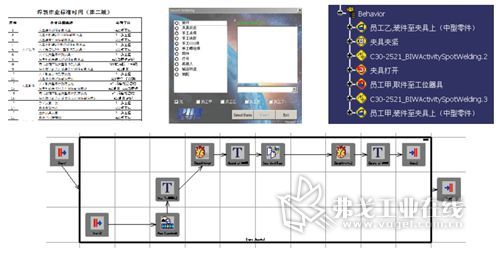
焊装工位的产品、焊点、人员、设备工装和物流器具等工艺内容确定后需要进行工序的时序定义分析(见图3),用以验证是否满足工艺节拍的要求。时序分析可在DPM中直接做,也可通过宏程序输出到外部EXCEL软件中来调整分析。时序分析对于焊装工艺规划非常重要,很多规划内容要参考时序分析结果进行优化。
根据标准工时,进行工具的二次开发,可以快速在工位下插入动作,然后进行逻辑编辑,即可完成时序的定义;可以直观地了解到超时的动作、工位以及资源的利用率,并进行时序的调整。
4.焊钳的仿真验证
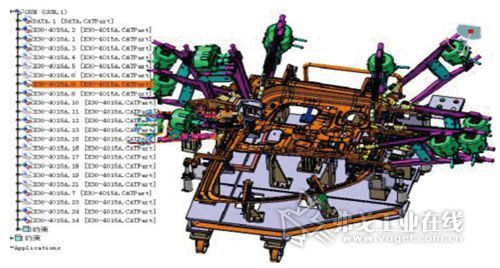
焊钳与焊装夹具、产品之间的仿真验证是焊装设计中的重要环节之一。在DPM中通过TSA(焊钳选择工具助手)工具条下的命令可以方便地进行焊钳与焊装夹具、零件之间的干涉检查,通过仿真结果(见图4)来优化焊钳形式、焊钳焊接姿态和焊钳焊接路径等内容,从而优化工装设计质量。焊钳3D式样如图5所示。
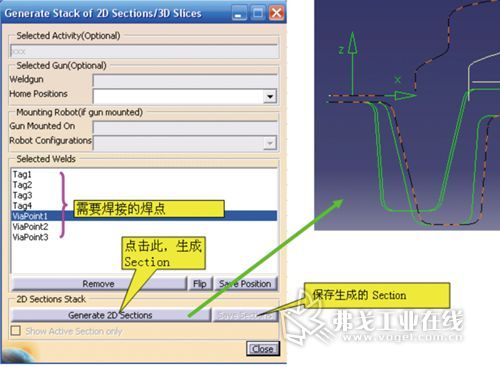
(1)机构定义是将产品零件转变为可运动的仿真模型,是整个仿真模拟的基础,主要定义为机构的运动方式、机构的运动速度和机构的干涉部位。
(2)Step2焊钳模拟是用定义好的焊钳机构在目标零件的约束下进行干涉运算的过程,主要包括自动选取焊钳和手动选取焊钳,自动选取应用于较难焊接的焊点以及焊钳验证;手动选取可以进行截面分析,给较难焊接的焊点提供产品更改方案。Step2焊钳模拟如图6所示。
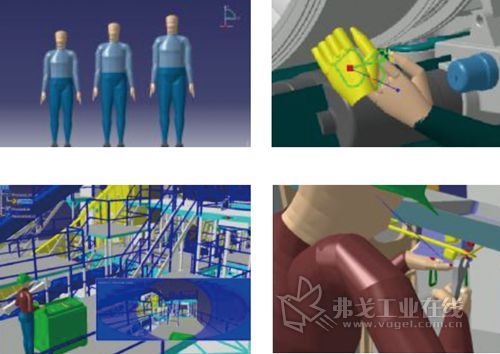
5.人机工程仿真
将定义好的三维人体模型放入工作环境中进行动态仿真,包括仿真操作者从取件到将零件放入夹具中的过程、仿真操作者操作焊钳的姿态及可达性、仿真操作者操作高度是否与夹具匹配及接近性等分析工作。在焊装夹具制造出来前就进行生产现场操作状态模拟(见图7),可最大限度地满足实际生产需要,避免设计失误给操作者带来不便。
6.机器人仿真
在车身焊接加工工位上,为了能够快速、精确地完成焊接装配任务,常采用多个焊接机器人协同作业的方式。
在DELMIA/Robotics仿真环境中,通过数据接口,定义好焊接工位所需的各种CAD模型,如主焊线、白车身焊接零件、焊装夹具和焊钳等;然后可以在Robotics模块里插入机器人型号和机械手臂以及焊钳(已建立的机器人及焊钳库,库中装载焊接机器人和其他工具资源)。
(1)数模管理
仿真需要提供的数模为CAITA格式,焊枪、夹具等数模为STP、CATProduct格式,二维数据为AUTOCAD2004。
(2)工位仿真数模结构建立(此过程在装配模块下完成)
①建立机器人和焊枪Product:新建一个Product文件,命名为ROBOTXX(XX为机器人在工位中编号);添加机器人,可以从已建好的机器人库浏览器中调用,也可以通过添加组件到ROBOTXX中;加入焊枪,从已建立的焊钳库中,通过添加组件添加到ROBOTXX中。若工位中有多台器人,用此法为每台机器人建立独立的Product。
②建立LAYOUT:新建一个Product文件,重命名为LAYOUT_XXXX(XXXX为项目名称);通过插入组件将机器人(如ROBOT1L)添加到LAYOUT_XXXX中,若有多台机器人,按机器人编号依次插入到LAYOUT_XXXX中;将其他设备工装夹具等依次通过添加组件添加到LAYOUT_XXXX中。
③Process文件建立:进入Process平台;将LAYOUT作为Resource调入Process文件中。
(3)焊枪选型及其概念设计
焊枪选型及其概念设计如图8所示。焊枪是机器人点焊中的关键设备,在保证焊接时焊枪不与车身干涉前提下,要尽量减小焊枪尺寸,从而减少机器人负载。首先打开上一步建立的Process文件;新建Tag group,完成后目录树上会出现Tag List,Tag List下包含一个Tag Group,将Tag Group重命名;向Tag Group中添加焊点;投影焊点,是Tag的Z方向垂直与工件表面;调整Tag的方位;完成Section文件生成;根据Section文件,确定焊枪点击臂的形状、喉深、喉宽和电极冒尺寸等焊枪参数;在焊枪库中搜索接近所需焊枪参数的焊枪作为前期概念枪,若库中无相近焊枪或电极臂属异型,则需要自己设计电极臂。
(4)机器人任务建立(包括机器人行走轨迹、焊接和抓取件等)
进入Device Task Definition工作平台;新建一个机器人任务,并重命名为RBXX_V01(XX为任务所对应的机器人编号,V01是版本号);在任务中添加机器人所要焊接的焊点(机器人将按焊点的选取顺序走PTP轨迹);需要时可以通过机器人任务命令建立或是修改机器人任务;查看机器人任务中是否所有的焊点都可达,此时罗盘会自动落到机器人原点上,可用罗盘拖动机器人,改变机器人位置,机器人任务的可达性会随机器人移动呈动态变化,用此法将机器人移动到一个比较合适的位置,使机器人任务中所有焊点都可达;机器人自动定位,建立好机器人任务后,用此方法在某一区域搜寻所有焊点都可达的机器人位置;机器人任务示教,实际的机器人任务中,机器人不是单纯由一个焊点走到另一个焊点,中间需要加一些过渡点以避开焊枪与其他设备的干涉,或者在焊点处调整机器人焊枪姿态,以避开焊枪与夹具的干涉,此功能是仿真中比较重要的功能;根据作业需要,可以在机器人任务中加入焊枪打点动作(包括焊枪夹紧状态、焊枪保持和焊枪打开)、换枪动作、抓取件和放置件动作;完成机器人任务的定义后,保存目前各设备的状态;仿真过后,将各设备现状态恢复到仿真前状态(如任务中有抓取件动作时,仿真后工件会被抓走,此时需要将设备状态恢复到原来状态)。
结语
如今,计算机辅助设计软件越来越先进,带来了生产模式及生产线规划的变革,在规划效率、设计进程等方面起了积极作用。通过DELMIA软件对生产过程中各工位的工艺流程进行工艺规划,结合实际情况进行仿真,实现了焊接部件与焊接工具的静态、动态分析,排除了虚拟生产中的运动干涉。这些工作对提高生产线设计调试效率及质量具有重大参考价值。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖