焊接机器人兼容性及稳定性提升方法探讨
本文针对机器人低电流报警故障频繁发生这一现象展开了系统分析,找出了低电流报警的影响因素和解决措施,为提高焊接机器人面对不同白车身板件质量的兼容性和稳定性做出了有益的探索。
随着我国汽车工业的快速发展,以及人工成本的不断提高,焊接机器人以其重复定位精度高、焊点质量稳定、效率高、维护成本低以及可连续工作达10~15年等优点,有逐步取代人工的趋势。在这样的背景下,我公司宝骏基地车身车间公共补焊线首次采用批量焊接机器人代替人工焊接。
由于点焊技术焊接成本低、操作简单,无需焊丝、焊条等填充金属以及氧、乙炔等焊接耗材,故该批焊接机器人均采用点焊的方式进行工作。但点焊过程中由于受板件涂胶、白车身板件搭接贴合度、焊枪电极与板件的垂直度及工艺参数等影响,导致焊接机器人频繁报警,提示SPOT-010低电流故障,造成补焊线工位故障率极高,极大地影响了机器人应对不同白车身板件的兼容性和稳定性。从2013年2~3月的统计数据来看,宝骏基地车身车间该类型的故障停线累计132min,严重影响车间的产能输出和产量。针对此现象,我们进行了系统分析。
低电流报警的影响因素及解决办法
点焊是将焊件装配成搭接头,并压紧在两电极之间,利用电阻融化母材金属,形成焊点的电阻焊方法。在点焊过程中,焊点熔核的形成遵循热量公式Q=I2×R×T,当工件和电极均确定后,直接影响工件的电阻主要是工件表面的氧化物、涂胶、污垢、油和其他杂质,当这些杂质附着在工件表面时,会增大工件的接触电阻,从而降低通过板件的电流,过厚的氧化物层甚至会阻断电流的通过。如果允许低电流这种情况通过,必将会造成板件焊点产生虚焊等严重质量事故。由于机器人自身不具有焊接低电流的报警功能,为此,我公司给焊接机器人搭配了美国WTC公司生产的Minipak型焊接控制器。该控制器的优点是电流输出稳定,并且具有低电流报警设置门槛功能,当焊接电流低于设置的门槛电流时,机器人会产生低电流报警并停止工作。
通过对低电流报警产生原因的分析,可知SPOT-010报警的影响因素主要来自以下几方面:
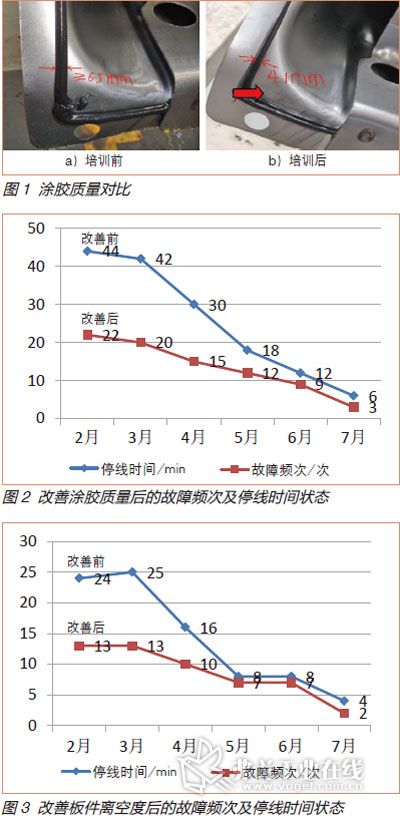
1. 板件表面膨胀胶涂刷过多,并粘附在电极帽表面
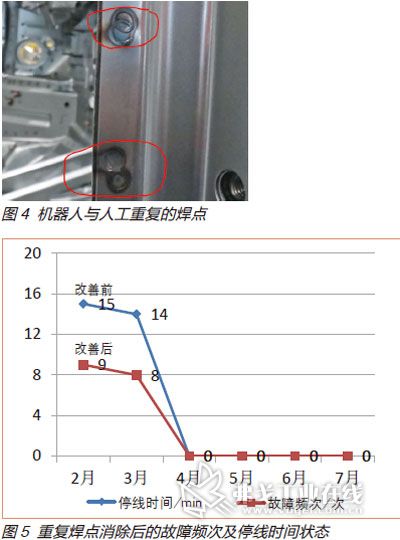
现场取样调查,发现白车身A柱、门槛等工位膨胀胶涂刷量较大,涂胶宽度基本上超过6mm(质量部的标准为4~6mm)。而故障统计显示,因涂胶问题造成焊接故障频次达22次/月(占故障总数的42.3%)。对现场操作员工进行培训,规范操作员工的涂胶方法,涂胶质量得到有效改善(见图1),焊接故障频次也逐渐下降(见图2)。
2. 板件离空度高
现场取样调查发现,白车身门槛、后端板等工位板件离空度较大。现场测量显示,离空宽度基本上超过4mm。而通过故障统计,因板件离空问题造成焊接故障频次达13次/月(占故障总数的25%)。采取措施:提高工装精度;培训现场操作员工,规范板件放置标准。整改后焊接故障频次下降到2次/月,如图3所示。
3.人机焊点重复
现场取样调查发现,补焊线3R1、3R2和4L2处的个别人工焊点与机器人焊点重复(见图4),这是由于人工焊接完成后工件才到机器人焊接工位。通过故障统计发现,机器人在与人工焊接重复的焊点处发生SPOT-010焊接故障报警的频次占到报警总数的17.7%,达到9次/月。根据工艺要求,将机器人焊点和人工焊点移开。图5所示的统计数据显示,整改后的报警频次降为0。
4. 白车身焊点部位有杂质
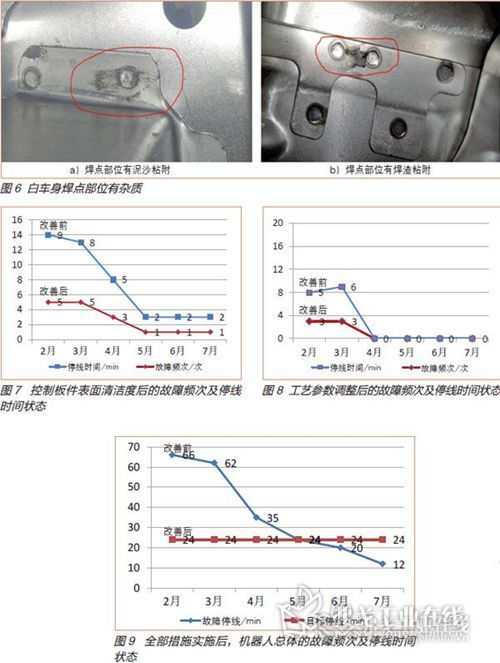
现场取样调查发现,当焊接部位有焊渣、焊瘤和灰尘等粘附在上面时(见图6),机器人报焊接故障的概率非常高。根据维修统计,因焊接部位表面有杂质造成的SPOT-010故障报警频次占报警总数的9%。采取措施:控制板件表面清洁度。图7所示的统计数据显示,故障停线频次降为1次/月。
5. 部分工艺参数与实际不符
现场取样调查还发现,部分发生SPOT-010焊接故障焊点的工艺焊点参数给的工件厚度和实际存在较大差异,如:4#L2、1#L1各有一起,其中4#L2工艺给的板厚为3.3mm,实际板厚为4.6mm。根据维修统计,因工艺参数不正确造成的SPOT-010故障报警频次占报警总数的6%,达到3次/月。经车间工艺工程师对工艺焊点参数修正后,该部分焊接故障不再发生,如图8所示。
结语
自2013年4月15日将改善措施全部实施完毕后,我们继续对SPOT-010焊接故障报警进行统计,截至2013年7月31日的数据显示(见图9),2013年5~7月因涂胶规范、表面杂质、工艺参数及焊点重复等因素造成的停线得到了有效控制,机器人应对不同白车身板件的兼容性和稳定性得到了极大的提高,焊接机器人的使用效率也提升了。机器人发生故障停线的平均时间由原来66min/月降低到12min/月,折合运行效益合计41.8万元/年,改善后设备运行稳定,为公司创造了可观的价值。
而对于如何进一步降低SPOT-010焊接故障报警,我们还做了更为深入的研究,并攻克了两大技术难题:
(1)通过研究开发,在焊接程序中自主设计了低电流请求再次焊接功能,经过反复分析机器人报警模式,在不影响生产节拍的前提下,验证出设置的请求次数最佳值(3次),很好地改善了维修维护工作。
(2)在标准工艺参数的范围内,通过电流补偿技术,提高焊接的补偿电流值,起到补偿焊接过程中电极帽端面逐步氧化造成的电流损耗量作用。
将以上两项技术应用于宝骏基地车身焊接机器人后,焊接质量的稳定性得到了进一步的提升。
同时,宝骏基地还建立了焊接机器人SPOT-010焊接故障解决措施的工艺标准。经实践验证,该工艺标准能够有效控制焊接故障的频次,提升了机器人应对不同白车身板件的兼容性和稳定性,很好地保证了焊接机器人的输出稳定性能。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖