从数字化工厂到智能化工厂
数字化工厂是智能化工厂的基础,智能化工厂是数字化工厂的前进方向,这个进化的过程需要脚踏实地地逐步完成。本文阐述了对数字化工厂和智能化工厂的一些见解,并展望了未来的发展方向。
为早日实现制造过程智能化,世界各国纷纷提出了新一代制造理念,如德国“工业4.0”、美国“第三次工业革命”和中国“制造业2025”,这主要是为了指导工业制造业的发展,在数字化、智能化和网络化的全球大环境下,拉动传统制造往智能制造方向升级,从而满足未来市场更快速、更个性化的需求,并实现更低的制造成本。基于多年的工作经验及理念,本文对数字化工厂与智能化工厂进行了简单的探讨。
数字化工厂与智能化工厂的定义
1.数字化工厂
根据德国工程师协会定义,数字化工厂(见图1)是由数字化模型、方法和工具构成的综合网络,包含仿真和3D/虚拟现实可视化,通过连续的、没有中断的数据管理集成在一起。在这里,根据整车制造企业制造工程的实际情况,个人认为,数字化工厂是指:集成车间工装、焊枪和机器人等设备3D数据的平台;制作、发布工艺数据的平台;在新项目引入时,对项目进行虚拟评估的平台;车间生产运营改造时,评估项目可行性的平台。
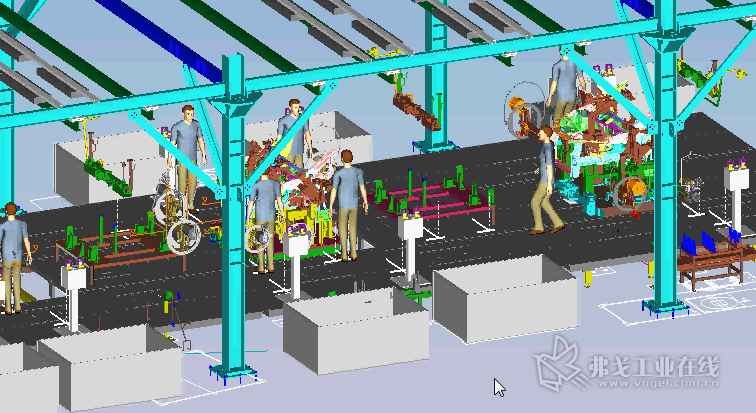
图1 数字化工厂
2.智能化工厂
智能工厂(见图2),就是利用各种现代化的技术,实现工厂的办公、管理及生产自动化,达到加强及规范企业管理、减少工作失误、堵塞各种漏洞、提高工作效率、进行安全生产、提供决策参考、加强外界联系及拓宽国际市场的目的。
在这里,根据整车制造企业制造工程的实际情况,个人认为,智能化工厂是指:基于数字化工厂平台,通过物联网与车间实际的设备相联通,能够集工厂设计、产品评估、工艺控制、新项目可行性验证、物料分配、设备运营状态监控、质量在线反馈、备品备件管理、在线分析问题和生产控制于一体的平台。
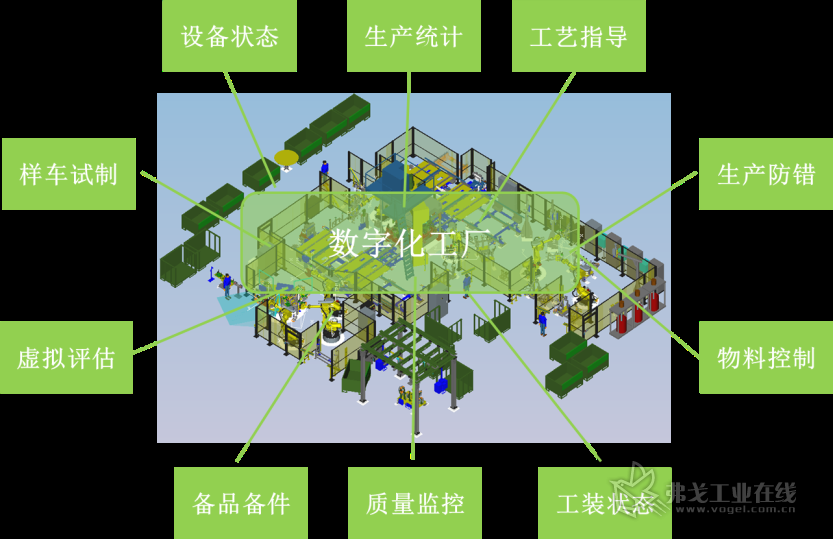
图2 智能化工厂
特点与区别
1.数字化工厂
数字化工厂可以说是一个数据平台,主要存储工装设备的3D设计数据,这些3D数据是从项目设计开始,正向而来的数据,存储于Sysroot服务器,可以通过西门子Tecnomatix软件打开。
数字化工厂数据平台的实际应用可以分为两大方面。第一个方面是数字化工艺(见图3),主要应用于数字化工艺开发,应用软件为Process Designer。在该软件中,利用操作把焊点、零件等生产元素和资源设备联系起来,组织车身车间的工艺数据;通过生产线结构自顶向下的文字描述型定义,将每个工位作为节点,创建零件产品信息与工位之间的联系,建立零件装配流程;进行焊点细化分配,并定义焊接操作顺序;最后将工艺开发结果输出为各种格式的电子工艺卡片直接用于指导现场生产。数字化工艺开发能够建立及有效维护产品、工艺和资源(生产线)之间的联系;基于同一个数据源,数据能够流畅地在工艺开发的各个环节中传递,并在一个统一的环境中存储数据;方便地进行数据信息查询及版本控制。
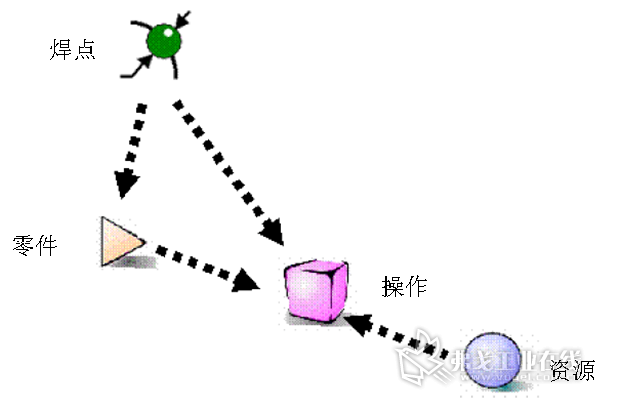
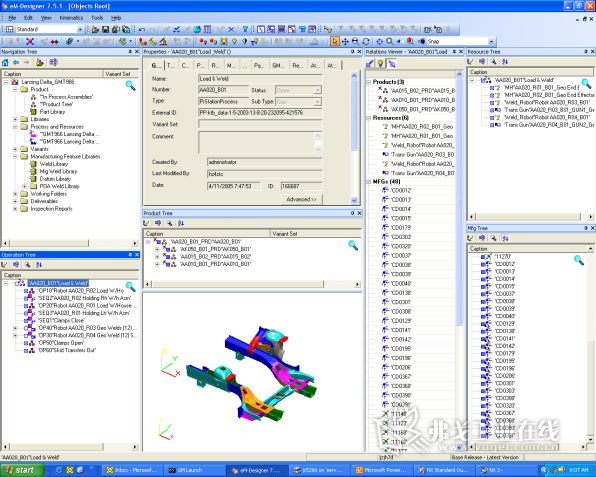
图3 数字化工艺
第二个方面是工艺仿真(见图4),主要应用于产品的同步工程和新项目可行性的虚拟评估。基于数字化工厂中存储的3D制造资源,与产品开发同步开展虚拟评估;对制造要求符合性、产品材料匹配可焊性、焊枪/工具可达性、零件静态干涉分析、上料路径动态过程干涉分析、定位基准合理性/一致性、新产品在目标工厂制造生产线的共用性及通过性和零件在搬运过程中的变形等方面进行分析;真实再现生产现场机器人与工装、设备之间的关联、互锁等动作,准确计算工位节拍,提高工艺开发质量;建立标准化逻辑信号控制程序,生成现场直接使用的离线程序,降低项目实施风险,节约现场调试时间。
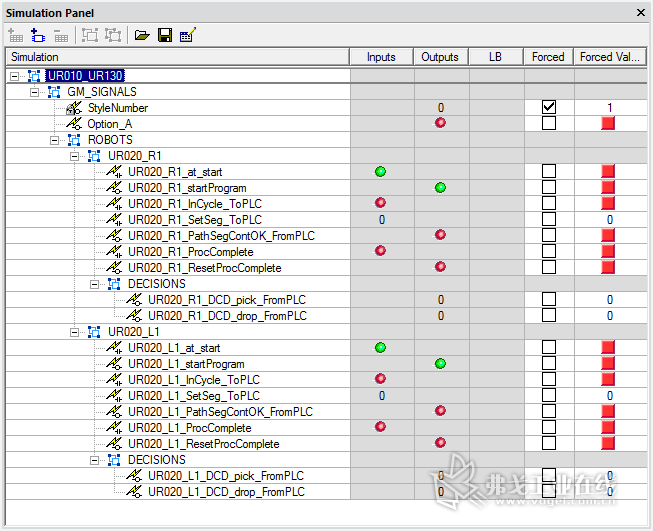
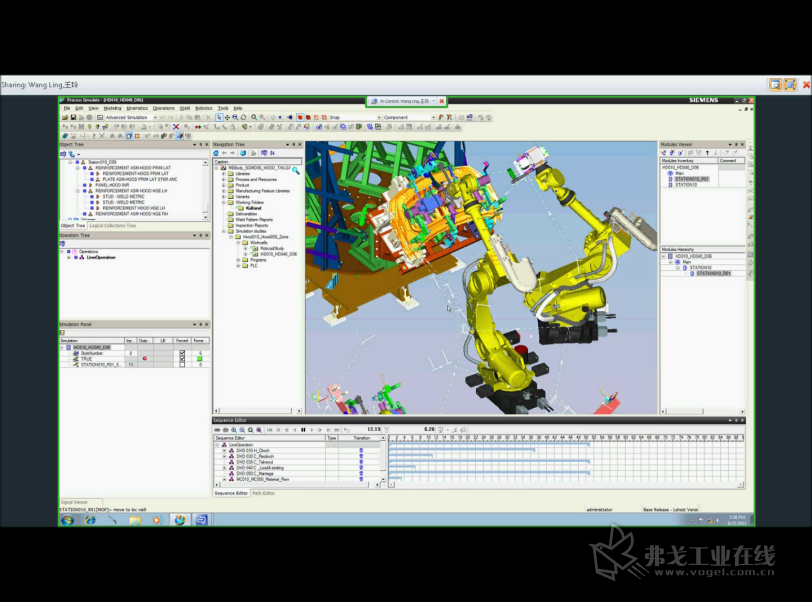
图4数字化工艺仿真
2.智能化工厂
智能化工厂可以说是一个基于大数据的工厂平台(见图5),其核心特点是:产品的智能化、生产的自动化以及信息流和物资流合一。它需要强大的客户需求收集和分析能力;社会化交互的产品研发体系;模块化、智能化的产品制造工艺;高灵活度的供应链管理;与客户需求匹配的生产能力(包括设备维护能力);智能的库存和物流管理体系。

图5智能化工厂是基于大数据的工厂平台
智能化工厂与数字化工厂相比,最大的区别是智能化工厂是全局应用,数字化工厂是局部应用。智能化工厂是工厂层面的应用,是集设计、生产、物流和质量监控等于一体的数据平台;数字化工厂是虚拟数据在部门层面的应用,可以应用于产品的同步工程和项目的可行性分析,是为工艺人员提供的辅助工具。目前数字化工厂的应用与设计、生产、计划、质量、销售、售后和物流等业务部门是脱节的,工艺人员夹在上游的设计部门和下游的生产部门之间,缺乏生产现场的数据反馈,提供的数据的有效性、一致性较难保证。
发展方向
数字化工厂是工业革命3.0的产物,智能化工厂是工业革命4.0的产物。数字化工厂向智能化工厂发展是历史的必然。但是,没有数字化工厂,智能化工厂就是空中楼阁。
工业3.0是电子信息化时代,即20世纪70年代开始并一直延续至今的信息化时代,在升级工业2.0的基础上,广泛应用电子与信息技术,使制造过程自动化控制程度幅度提高。生产效率、良品率、分工合作和机械设备寿命都得到了前所未有的提高。在此阶段,工厂大量采用由PC、PLC/单片机等真正电子、信息技术自动化控制的机械设备进行生产。自此,机器能够逐步替代人类作业,不仅接管了相当比例的“体力劳动”,还接管了一些“脑力劳动”。
工业4.0是实体物理世界与虚拟网络世界融合的时代。未来10年,基于信息物理系统(CPS)的智能化,将使人类步入以智能制造为主导的第四次工业革命。产品全生命周期、全制造流程数字化以及基于信息通信技术的模块集成,将形成一种高度灵活、个性化和数字化的产品与服务新生产模式。
我们站在目前SGM制造工程数字化工厂的基础上,展望智能化工厂,可以预见以下一些发展方向:
1.统一的虚拟信息处理平台
从数字化工厂升级到智能化工厂,从部门层面的应用升级到公司层面的应用,需要根据整车企业自身的数据流特点,打造统一的虚拟信息处理平台。新平台需要承载设计、制造工程、采购、物流、工厂和质量等各个功能块的数据。各种数据能够方便地汇总到智能化工厂中,工程师能够及时得到任何想得到的实时数据;同时,通过智能化工厂平台,也能够方便地调用各个子模块,进行更深层次的细节数据处理分析。
2.大数据库
智能化工厂需要大数据作为支撑,针对现场反馈的问题,及时找到相应的解决方案。如果把智能化工厂的架构看成是硬件,那么大数据库就是软件。如果把智能化工厂看作四肢,那么大数据库就是大脑。大数据库中存储了各项标准、流程、要求和指南等,最重要的,大数据库中存储了工程师积累的解决问题的方法。所以,当智能化工厂接到前端反馈的问题的时候,可以依托大数据库,快速做出响应,指挥设备、人员等解决问题。例如,在线测量工具在线监测到某个区域的位置发生了偏移,同时几个传感器反馈某几个工位的工装和设备的运行情况,这时,基于智能化工厂的数据库,系统需要马上做出判断,需要什么样的人员、做什么样的操作来恢复产品质量。
3.参数化设计
在数字化工厂中,对正向设计的工装,设备的3D数模进行了存储,但是在智能化工厂中,需要把普通的3D数模提升到参数化设计的3D数模。这样可以减少工装、设备的设计时间,提高数据重复利用的可能性,便于数据的快速应用。以工装设计为例,目前比较好的设计公司,有自己的工装标准件数据库,能够通过改变标准件迅速设计新工装。将来,标准件数据库中的标准件将是参数化设计的标准件,设计新工装时,可以再进行标准件的替代,直接通过改变参数实现新工装设计。
4.传感器
目前,在现实工厂中,传感器已经得到了广泛的应用,比如工装上的物料到位传感器等。这些传感器能够监控现场的工装和设备的状态,一旦出现不符合要求的场景,将启动报警回路,现场工程师看到警报,会对故障进行维修。将来,传感器将更广泛地应用于车间的工装和设备中,不但能够实现直接启动报警回路的功能,而且通过物联网的互连,可以直接反馈到智能化工厂,与智能化工厂的大数据库结合应用,实现预警、警报、数据分析和质量解决等多种功能。
5.物联网
真实车间的各种设备、各项运营情况,需要通过物联网与虚拟的数据平台相连接,共同组成智能化工厂。物联网是智能化工厂实现闭环的重要组成部分,现场的情况需要通过物联网反馈,智能化工厂依据大数据分析判断后做出的指令需要通过物联网指挥现场的设备。所有的节点能够实现互联互通的基础就是物联网。

图6 从真实工厂到智能化工厂
结语
数字化工厂是智能化工厂的基础,智能化工厂是数字化工厂的前进方向(见图6)。智能化工厂不可能一朝一夕就搭建好,其中涉及到的设备、工艺、控制、物流、采购和解决问题的知识都需要积累、提炼;虚拟和现实的对接、软件硬件的结合都需要专业的人员搭建。所以从数字化工厂到智能化工厂,是逐步实施的。在这个过程中,需要高瞻远瞩的规划,更需要脚踏实地的工程师精神,逐步攻坚不同系统的接口,汇总各项知识,培养一批专家级工程师,才能厚积薄发,在智能化工厂的进程中独占鳌头。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖