长而薄汽车零件的装焊质量控制
梁总成主构件尺寸较长,材料较薄,在制造中易出现质量问题,本文综合运用刚性固定法、控制焊接方法以及选择合理的焊接工艺参数等控制措施,有效地防止了焊接变形和焊接应力,满足了焊接强度,保证了总成质量要求.
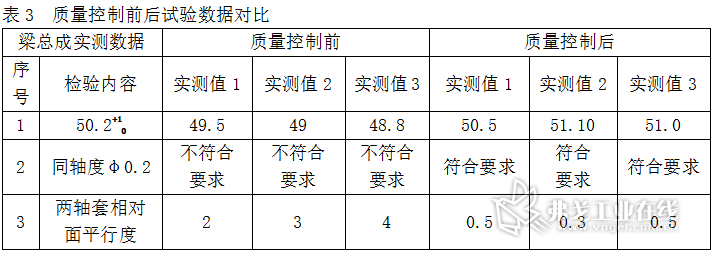
如今,提高产品质量成为各大汽车生产厂商提高竞争力的关键。我厂承担生产的199100510098梁总成(见图1和图2)是公司生产的车架总成上的重要零件之一,在总装配厂装配中,经常出现因199100510098梁总成装焊质量差(见图3),造成减振器装配困难的问题,需返修铰孔后才可使用,导致生产成本提高,影响了整车装配进度。为了彻底解决装配减振器困难问题,全面提升车架质量,我厂组织相关技术、质量人员特成立了199100510098梁总成装焊质量控制小组,对这一长期存在的质量问题进行技术攻关。
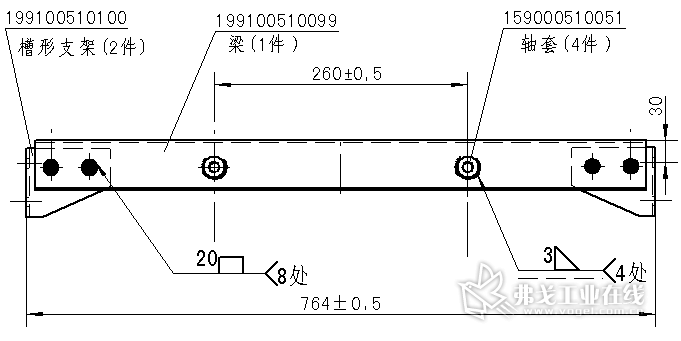
图1 梁总成装焊工序图
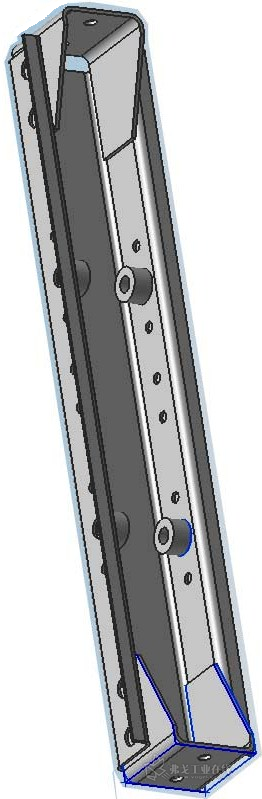
图2 梁总成立体图
影响质量的原因及后果分析
1.梁总成生产工艺过程流程
199100510098梁总成由梁与4件轴套、槽形支架进行焊接组成,梁及槽形支架由冲压车间分别压弯后冲孔而成,轴套为购买成品。
通过分析199100510098梁总成工艺生产流程及对装焊生产过程进行监测,得出影响梁总成加工质量主要原因是:
(1)零件199100510099(梁)在冲压加工过程中,由于压形回弹,内腔宽度尺寸90mm超差2~3mm,出现叉口现象。
(2)组成梁总成主体零件的材料较薄(料厚为3mm),长度较长(长度为730mm),在焊接过程中,对焊件进行局部不均匀的加热、冷却后,使焊接后的焊缝及热影响区的金属收缩(纵向、横向)不均匀,导致梁总成结构的变形,使总成尺寸50.2mm、两侧轴套同轴度及两个相对面的平行度无法保证(见图3)。
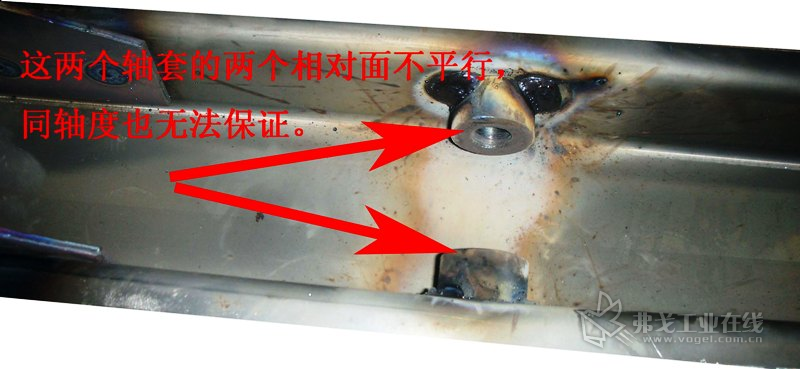
图3 梁总成现场加工问题
2.梁总成装焊加工质量差的后果分析
(1)降低装配质量:焊件的纵向、横向收缩,在总装装配过程中会与减振器总成发生错边,使装配出现困难。
(2)增加制造成本:焊件焊接后出现的焊接变形,需矫形(绞孔)后才能组装,因此使生产率下降,成本增加。
(3)降低结构安全性及承载能力:焊件装配中错边量大,在外力作用下将产生应力集中和附加应力,使结构安全性及实际承载能力下降。
装焊质量控制措施
为了解决梁总成在装焊过程中出现的零件梁因压形回弹、内腔宽度尺寸超差及焊接变形引起的总成质量问题,保证总成尺寸50.2mm、两侧轴套同轴度及两个相对面的平行度,我们主要采取了以下几种工艺措施:
1.刚性固定法
(1)为保证两侧轴套同轴度,特设计加工如图4所示的插销。
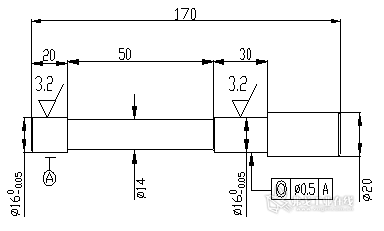
图4 插销
(2)为消除焊接变形及199100510099梁本身宽度尺寸叉口的误差,我们特制作如图5所示的同轴磁吸装置,以保证两轴套的两个相对面保持平行。
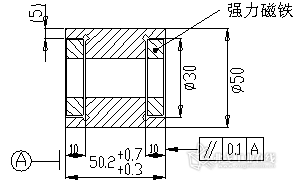
图5 磁力定位块
(3)为检验焊接后两轴套的同心度,另制作如图4示的插销作为专用检具,实施方案已体现于工艺文件中。
2.控制焊接方法
由于梁总成焊接变形较大,我们经过多次试验,采用对称焊接法,改变焊接顺序,具体如下:先塞焊梁与槽形支架相接的4个塞焊孔,并点固两个衬套(对称点焊三点);然后翻转焊胎,塞焊并点固梁另一侧,步骤同上;最后焊接轴套。其中点固轴套时,在两个轴套之间使用图4所示的插销及图5所示的磁力定位块进行定位,应使轴套均匀受压,点固时应左、右、前、后均匀快速施焊。选用正确的焊接方法后,可使焊件受热、冷却均匀,这样就减少了焊接变形和应力,即提高了梁总成装焊质量。
3.选择合理的焊接参数
选择合适的焊接工艺参数,对提高焊接质量和提高生产效率十分重要。在焊接梁总成时,应尽可能采用较小的热输入,即采用小直径焊条及小电流。焊条直径可根据焊件厚度进行选择。一般厚度越大,选用的焊条直径越粗,焊条直径与焊件的关系如表1所示;焊条直径越粗,焊接电流越大,焊接电流与焊条直径的关系如表2所示。
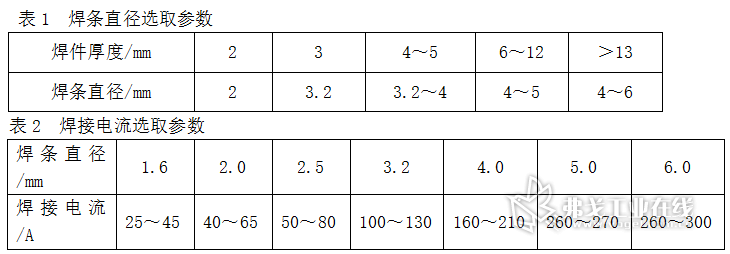
焊接梁总成时,选用直径为3.2mm的结构钢焊条J422,焊接电流工艺参数应为100~130A。原工艺文件要求焊接电流为160~210A,实际工作中操作工焊接电流设置为240A,焊接电流严重超标,焊缝区受热太大,冷却收缩引起变形。
为了控制梁总成的装焊质量问题,修改原工艺要求的焊接电流参数为100~130A,并要求加工人严格按照焊接工艺卡片及规程上标识的焊接参数操作,调节焊接电流。
质量控制效果
在实施控制梁总成装焊质量的工艺措施后,经过批量生产,测量加工后的梁总成外形尺寸符合图纸要求,焊缝表面无裂纹、焊瘤及未焊透等缺陷,产品在总装配线上因减振器装配困难引起的铰孔率大幅度降低(在此仅列3组检验数据,如表3所示)。工艺攻关后梁总成铰孔返修率≤5%,基本上消除了不合格品的产生,在总装线上再未发生过因梁总成质量而导致装配减振器困难的问题,保证了公司生产的顺利进行,提高了生产效率,并且在整车带负荷运行中效果良好,未出现异常,得到了用户的认可。
结语
长而薄汽车零件梁总成加工实施上述控制方法后,有效地防止并校正了焊接变形及焊接应力的发生,使两侧轴套同轴度及两相对面的平行度得到了充分保证,证明其质量控制措施是合理的,达到了“举一反三”,具有一定的应用推广价值。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖