加注联网防错系统浅析
加注机是现代汽车总装生产线上必不可少的关键设备,主要包括汽车防冻液加注机、空调冷媒加注机、制动液加注机、动力转向液加注机、风档洗涤液加注机和机油加注机(发动机或变速器油)等,前面4种属于真空类加注机,后面2种属于定量加注机。本文以机油加注为例,对奇瑞公司首台加注联网防错系统进行了研究。
机油加注机及加注联网结构设计
目前,汽车生产普遍采用多款车型共线的柔性化生产模式,由于不同车型的发动机或变速器油加注的油品及型号不同,所以对发动机油和变速器油加注的要求也越来越高,为了防止在混线生产中出现漏加、错加和误加等现象,需要系统具有扫码自动识别车型调用加注参数和重复扫码加注错误报警提示的防错功能以及加注信息追朔可查询功能。因此,奇瑞公司在23线引进了济南鑫捷瑞电气有限公司的6种加注机设备,并采用加注联网模式对各种加注机进行了远程监控管理。
1.加注机组合式结构设计
设备要求采用三合一结构设计,即一台设备可以同时加注3种不同的油品,可以加注多款车型,补液、储液和加注系统完全独立,采用同一套控制系统进行控制。采用一套PLC进行控制,PLC采用AB 1400系列(CPU集成以太网模块),人机界面同样选用Allen-Bradley的产品,触摸屏采用panelview plus 600型号;扫码枪采用有线Symbol品牌。加注泵及补液泵采用电动齿轮泵(日本NIPPON品牌,型号为TOP216HBM),流量计采用日本奥巴尔品牌,型号为OV-15。
2.加注联网结构设计
防错技术采用联网模式进行防错管理。上位机采用研华工控机,监控软件采用delphi7开发,交换机采用TP-LINK品牌。上位机采用星形拓扑结构,即以交换机为中心,上位机和加注设备都连接到交换机上。
3.设备具有防错功能
(1)加注枪的防错 由于不同的发动机或变速器型号对应的物料条形码不同,通过条码枪扫描物料条码(见表),设备识别出加注机油的种类及加注量,扫码成功后加注枪头指示灯及设备控制面板车型指示灯亮起(真空加注机及清洗液加注扫取整车物料号,识别车型)。
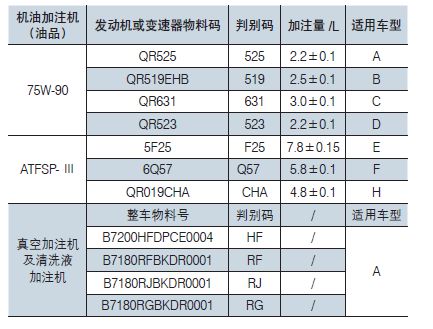
(2)每个加注枪上都带指示灯,当条码枪扫完VIN码和物料码(扫取VIN码是为了便于追溯,扫取物料码是为了识别不同油品或车型),扫码成功后加注枪的枪头指示灯及设备面板车型按钮指示灯亮起,工人只需拿取指示灯亮的加注枪进行加注即可,防止人工选车型加注错误,若加注异常,加注机通过报警灯提示。
4.系统监控采用人机界面
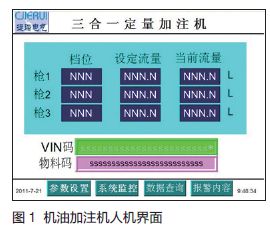
触摸屏实时显示当前加注量、加注压力和加注时间,每次加注完毕后自动清零,可以通过扫描物料号条码自动识别车型,通过PLC逻辑对应关系调用车型的加注量和加注工艺参数。在加注过程中,触摸屏及上位机监控界面上实时显示各控制参数,包括当前加注压力、加注时间和加注量等。出现报警时,屏幕实时显示报警内容、故障代码及排除办法(见图1)。
5.加注参数可以进行预设
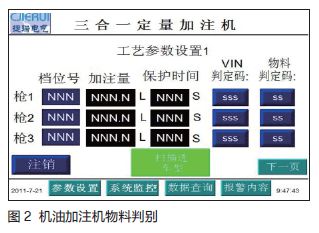
软件为每种机油设置10组加注程序(高低档切换,各档5个车型按钮),可以根据车型进行人工选择加注。为实现混线生产,可以在触摸屏里设置物料码判别位与加注机油的加注枪及机油加注量的对应关系,并设有不同权限人员进行密码登录保护,如图2所示。
6.具有自动/手动操作模式
手动状态主要用于设备调试、维修或者应急使用。自动/手动模式状态的切换有钥匙按钮保护。在手动状态下,取下加注枪并按下加注开始按钮,能实现一直加注直至按住加注停止按钮,并能够显示加注量和加注时间。
7.双温度监控系统
采用双温度传感器进行温度检测控制,同时插入液体的不同位置及不同深度,准确感知储液箱内液体的温度,避免由于油的热传导性慢及单点测量造成的测量不准确,提高温度控制的精度。设备开机预热储液箱,配置有气动搅拌器进行机油对流传热,使油温达到加注工艺要求后再进行加注,温控误差在±2℃内。温控仪表实现PID控制,并实现定时加热功能,采用固态继电器实现加热的通电和断电。不论气候温度如何变化,机油都会在一定温度范围内进行加注,加注的精确度、加注量能够得到有效保障。
8.加注防错管理
该加注联网远程监控系统具有加注工艺参数修改、车型添加、整车物料码设置、历史记录的查询和打印等功能。动力总成(发动机和变速器)或需加注车辆在经过加注工位时若未进行扫码,设备不工作。同时,加注远程监控系统保存每台发动机或变速器的加注信息(VIN码、物料号、油品类别、加注量、加注压力和加注时间等),系统具有按设备名称、日期、VIN码和物料条码等进行查询的功能,并形成报表,用以对加注信息进行追溯查询,具体方案如下:
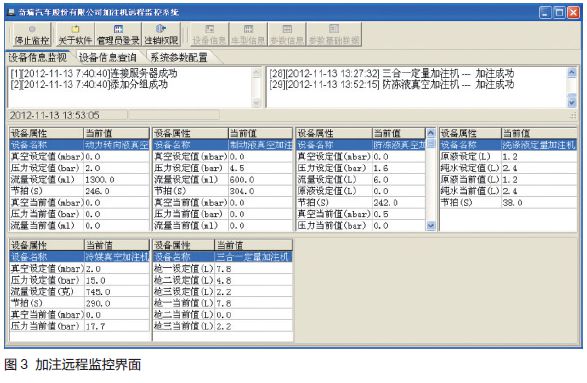
(1)将加注远程监控软件(CJRMonABIns)安装到上位机上,通过数据传输,将设备扫描VIN码、物料码以及加注信息实时传输到上位机上,通过该软件可以实时监控多台加注机的加注情况,并且可以按照不同设备类别、日期等要求,分批查询数据库中的加注信息记录(见图3)。
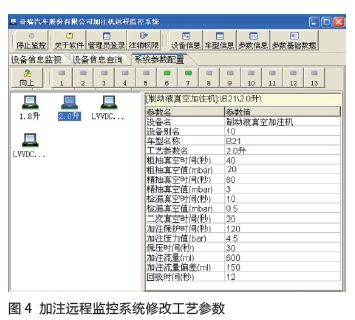
(2)系统按照设备类别同款车型可以设置多个工艺参数(如B12有1.8 L和2.0 L),同款车型不同配置的排量的加注工艺参数也不完全一样(见图4)。
(3)系统可以设置物料码判别位,当扫完物料号后,读取的判别码与系统设置一致时,此时设备电控柜上指示灯及加注枪上指示灯显示,设备开始加注,否则设备不工作。
(4)系统可以设置多个工艺管理员用户和多个超级用户,只有管理员有权限更改设置用户的名称和口令。用户或口令更改完毕后点击保存则更改成功,保存了修改日期时间及修改人信息,对查询的记录可以转换成EXCEL表格进行保存或拷贝归档,便于加注信息追朔。
加注联网系统优点
1.信息管理
设备可以与其他5种加注机实现联网,可以将加注信息实时传送到上位机数据库中,随时查询各车型加注信息,并对以前的信息进行追溯,有利避免混线生产中出现错加和漏加等现象发生,有利于提高产品质量、减少制造成本及人工成本。
2.双重防错
通过对VIN码和物料条码扫描来识别加注机油的型号及加注量以进行防错;若同一个VIN码重复扫描时,系统会进行提示,设备不工作,起到双重防错的作用。
3.监控功能
具有丰富、易用且实时性强的人机界面,通过监控可以实时查询各款车型加注情况及设备运行情况。
4.节约投资
通过加注联网,后续上新车型,在设备面板车型按钮不足的情况下,只需在加注联网系统数据库里添加车型识别码、工艺参数以及车型对应关系即可实现扫码加注,无需对设备进行投资改造,节约投资成本。
5.扩展功能
上位机预留特定的网络接口,以供后续公司MES系统能够正常采集存储的加注结果信息。
结语
防错技术在真空加注机及定量加注机上的应用,可以提高生产效率及产品的质量、精度,降低制造和人工成本,同时对设备的维护和保养提供方便。同时,由于采用了PLC控制系统,这就为设备今后和公司MES系统或其他设备进行联网提供了硬件基础。目前,该技术已经在奇瑞23线、22线总装线上得到成功应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖