微量润滑技术在铝合金发动机中的应用
如今,我国对汽车制造企业的加工模式及排放要求日益严格。切削液在发动机制造过程中消耗巨大,不仅生产成本居高不下,还给环境和人体健康带来了巨大的潜在危害,因此,引进先进的绿色加工技术已迫在眉睫。
微量润滑技术(MQL)是将极微量(5~50 ml/h)的切削油与具有一定压力(0.5~1 MPa)的压缩空气混合雾化,并高速喷射至切削面进行有效润滑,以达到减少切削热、防止积屑瘤产生的目的。国内外关于MQL的应用证实,在铝合金的切削加工中,MQL表现出良好的切削性能,正确合理地使用MQL,能够有效提高刀具耐用度、降低生产/投资成本并提高设备可动率。目前,国外发动机厂家如福特、奔驰、宝马和大众等均已应用MQL技术组建生产线,并取得了良好的使用效果;国内发动机厂家如长安福特重庆工厂已于2013年组建了MQL生产线(铝合金缸体缸盖线),开始批量生产。
试验验证
本文针对MQL工艺提高刀具寿命、改善工件加工质量等特点,对MQL切削性能进行试验验证及分析,验证MQL切削效果、质量及可靠性。试验使用LUBRIX V7单通道微量润滑系统,安装在发动机制造现场缸盖线GROB G320双主轴加工中心上进行试切试验。
单通道微量润滑系统是压缩空气和润滑油通过混合装置生成一定浓度且颗粒尺寸为0.5~1 μm的油雾,在机床外部通过球阀与主轴相联,油雾穿过主轴及刀具内冷孔输送至切削区域。单通道系统采用毛细管虹吸原理,在油箱内通过空气的压差(>0.06 MPa)即可实现油雾浓度的调整(油雾喷嘴数量和压差决定出油流量)。单通道微量润滑系统适用于转速不高于16 000 r/min的主轴,响应时间为0.8~2 s。
1.MQL试切条件
通过对MQL装置的电气、管路连接,机床程序和信号对接,实现MQL与机床联动加工。通过对铝合金缸盖加工部位进行MQL钻削及铣削,对比同等加工条件下湿加工刀具磨损情况及工件表面质量。主要调试参数为喷油压力、喷油量、响应时间、加工参数、PLC程序和内冷指令等,试验条件如表1所示。

2.试切流程
MQL工艺验证对油雾装置的联接、油雾浓度/压力、工件温度变化、刀具切削参数、机床过程能力(CMK)、切屑堆积和刀具磨损等情况进行了测试和数据收集,重点对工件加工效果进行验证和数 据分析,具体流程如图1所示。
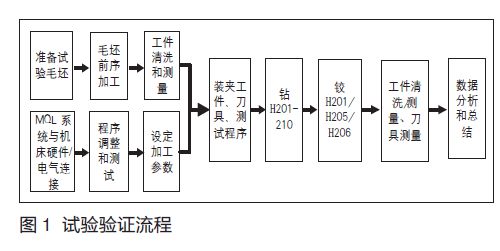
MQL电气控制采用数字I/O接口通信方式,通过更改PLC地址和NC程序(组合不同M指令)实现机床对微量润滑装置的自动控制,实现自动连切条件;采集刀具变量、编制PLC程序和创建GROB机床操作界面,可实时显示微量润滑系统工作状态并显示报错信息;通过程序参数设置实现刀具与油雾浓度对应、供油量调整、油雾压力报警和联动换刀等功能。
刀具长度、内冷孔直径、油品和气压等因素的变化均需要对微量润滑的参数进行调整和测试,否则会导致加工质量的不稳定。因此,本次试切特设定15种油雾浓度,逐一与刀具进行匹配验证。
试验方案及数据分析
1.试验数据分析
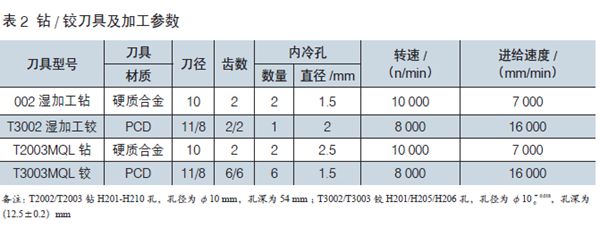
本文对铝合金缸盖加工部位进行MQL钻削及铣削,以对比同等加工条件下湿加工刀具磨损情况及工件表面质量。钻/铰加工参数及刀具对比如表2所示。
MQL刀具在刀具材质上未发生变化,主要变化点在排屑槽、刃角、刀柄和内冷孔位置/形状/角度的设计。试切完毕后,我们对产品直径、位置度和粗糙度等尺寸进行检测和对比,试验对比数据如表3所示。
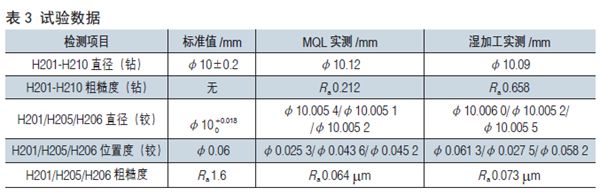
试切40件铝合金缸盖产品后(钻400个孔、铰120个孔),MQL刀具及湿加工刀具情况如图2所示。
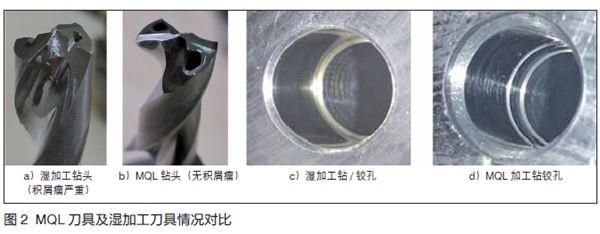
从试验数据可以看出,在同等切削参数及外界条件下,湿加工刀具和MQL刀具均能达到产品图样要求的尺寸,但湿加工刀具积屑瘤严重,而MQL刀具基本无积屑瘤且加工产品表面质量优于湿加工刀具。
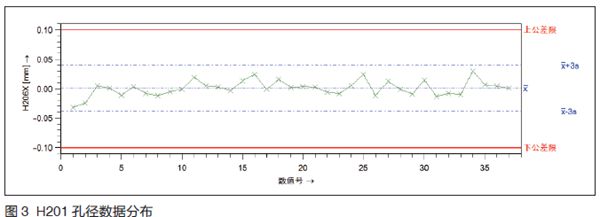
2.过程能力分析
本文对40件缸盖精加工部位的尺寸进行CMK评价,确认连续加工的过程能(如图3所示)。通过过程能力分析,无超出控制限的点,过程受控,H201、H205和H206孔径为φ11H7,CMK值为2.30/2.25/2.43,均满足大于1.67的设备能力要求。
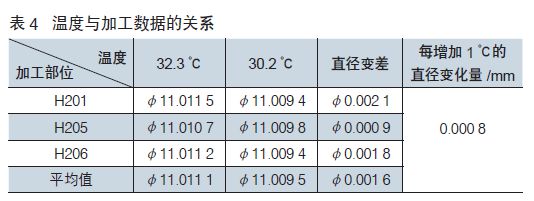
3.温度影响
加工过程中,我们实时监控工件加工区域温度,对比不同温度对铝合金工件尺寸的影响。经测量,1 ℃平均增大0.000 8 mm,具体如表4所示。在现有的产品尺寸公差内,加工过程的温度差为10 ℃时,尺寸变化在0.008 mm内,是可以满足系统误差要求的,最大不建议超过15 ℃。
4.问题总结
在试验验证过程中,同样出现一些问题:如微量润滑切削产生的铝屑,由于缺少冷却液的冲刷,非常容易在设备内堆积,对上下料的准确性产生消极影响,还会使设备运动部件发生故障,因此机床内部的切屑防护和部件排屑设计非常重要。
结语
经验证,在湿加工机床改用微量润滑方案,工件加工质量合格,刀具无异常磨损。经估算,在保证生产线加工效率不降低的情况下,微量润滑刀具寿命略高于湿加工刀具,设备过程能力满足生产要求,生产线产品加工质量稳定。经分析,生产线应用微量润滑技术优势如下:
1.成本降低
无废液的处理费用,切削油用量少,成本降低,切削油的用量一般仅为2~50 ml/h,传统湿式切削的用量为1 200~6 000 L/h。以改造一条20万产能发动机缸体缸盖线为例,经计算,改造后比改造前节省了46%的成本。
2.投资低
以新建一条40万产能铝合金缸体/盖线为例,微量润滑一次性初期投资约为900万元,集中冷却一次性投资费用约为2 000万,总投资降低利润约60%。
3.设备可动率提升
改造后消除了空气中的雾气和污染物,电气故障和电子元件故障显著减少,缩短了因清理过滤器、液箱和修复泄漏等造成的停机时间;设备正常工作运行时间为50%~60%,采用微量润滑技术的加工单元的正常工作运行时间为80%~90%。
4.刀具寿命提高
采用微量润滑技术可有效减小刀具与工件、刀具与切屑之间的摩擦,防止积屑瘤粘结,延长刀具寿命,提高加工表面质量,还可改善工厂环境,是未来制造领域的必然发展趋势。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖