白车身四门两盖包边高频固化的应用与研究
汽车四门两盖总成在焊装装配调整合格后,经涂装时由于受外力及包边时产生的内应力释放等影响,会使四门两盖与车身配合的平度、间隙发生较大变化。这种现象在汽车制造过程中普遍存在,解决此问题的方案也多种多样。在此,本文提出了一种新型的实用技术——高频固化,将高频加热设备引入到汽车制造过程中,通过将焊装夹具与高频加热设备的结合,以发动机引擎盖(简称“发盖”)为例通过试验来验证高频固化的可行性。
发盖总成一致性差的现状调查
在焊装过程中,发盖总成通过压合模或机器人等方式来完成包边后,此时发盖内外板间的折边胶未固化,尚不能起到粘接固定的效果,仅靠包边的摩擦力进行咬合。由于咬合力有限,同时受发盖设计影响,一般难以形成较强的空间刚度,故总成不能克服后期的变形应力,因此焊装合格的发盖在通过涂装之后,与车身的配合会产生较大差异,从而影响后续的整车质量。
经过对变形发盖的分析,产生变形的原因可总结为以下几点:
1.白车身在涂装受热后,由于所涂胶的膨胀及板件的受热变形,发盖的内外板咬合刚度不够,导致发盖变形,这种变形主要集中在发盖的平度上。
2.白车身在进入涂装相关槽体后,由于车身向前运动,会产生浮力或阻力,所以发盖受挤压产生变形。
3.由于长期存贮和运输(如出口等)会导致发盖总成变形,由于发盖的受力是Z向的力垂直于表面,这种变形更多体现在发盖的四角平度上。
基于以上分析,发盖在焊装包边后经过涂装会产生较大变形,因此在焊装进行包边时,有必要对包边总成进行相应的固化。
发盖总成固化方式的选择
经过行业内的调研,目前施行包边固化的常用方式有以下几种:
1.烘箱式固化
烘箱式固化系统如图1所示。将发盖总成送到烘箱内,利用烘烤箱对发盖总成加热,热量从外向里渗透,从而达到固化胶的效果。其优点是:价格便宜、投资低(机运线0.4万元/m,箱体约80万元,总投资150万元),设备通用性高,可满足多车型共用。其缺点是:占地面积大、厂房面积利用率低;对发盖整体加热,且热量是从外向里渗透,热量利用率差且易导致发盖变形。

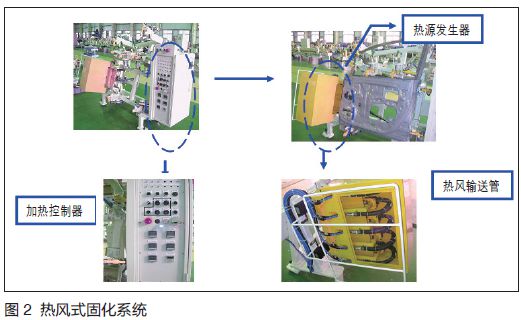
2. 热风式固化
热风式固化系统如图2所示。利用加热设备产生热量,利用送风装置将热风送至需要固化的区域,达到固化胶的效果。其优点是:价格便宜、投资低(每套约20万元);设备通用性相对也高;可实现可控性固化(即只对发盖咬合处固化),避免发盖固化变形。其缺点是:热量从外向里渗透,整体利用率不高;节拍相对较低,固化需要200 s以上,影响生产节拍。
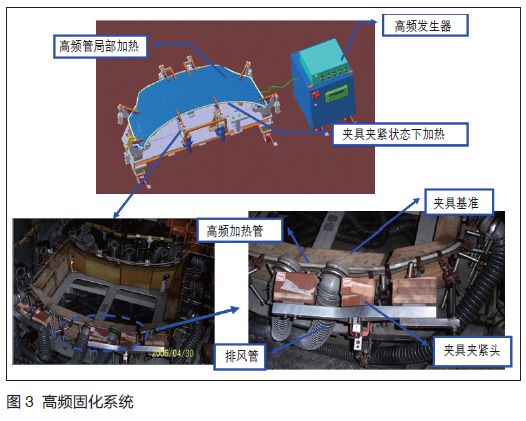
3. 高频固化
高频固化系统如图3所示。利用高频电流对发盖盖局部进行高频加热,使局部能量升高,从而达到固化的效果。其优点是:能满足大节拍要求,一般加热时间只需要40 s;只对局部加热,满足可控性固化需求,需要热源小;热量是从里向外渗透,热能利用率高;可将设备做到夹具或压合模具中去,占地面积小,对工艺及物流无影响。其缺点是:投资较高,目前国内无成熟的相关产品。
经过综合对比分析,由于高频固化的方式可实现发盖总成的可控性固化(即只对所要求的部位进行固化),且在生产节拍、项目投资等方面具备明显的优势,所以我们采用高频加热固化设备对发盖总成进行固化试验。
高频固化设备的结构及原理
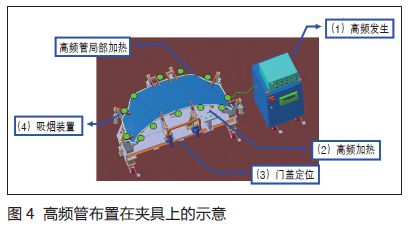
1. 固化设备的结构
如图4所示,固化设备由高频发生器、高频加热线圈、发盖定位夹具及吸烟装置四个主体部分构成。
2. 固化设备的工作原理
设备采用380 V、50~60 Hz普通电源,由高频发生器将电源变成高压、高频低电流输出,再通过变压器把高压、高频低电流变成低压高频大电流。感应器通过低压、高频大电流后在感应器周围形成较强的高频磁场。一般电流越大,磁场强度越高。由静电感应晶体管IGBT组装的高频感应加热设备加热原理如图5所示。
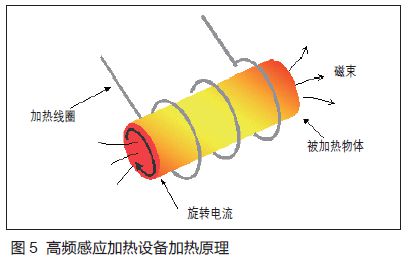
高频大电流流向被绕制成环状或其他形状的加热线圈(通常是用传导电流能力较强的紫铜管制作)。由此在线圈内产生极性瞬间变化的强磁束,将金属等被加热物质放置在线圈内,磁束就会贯通整个被加热物质,在被加热物质内部与加热电流相反的方向产生很大的涡电流。由于被加热物质内的电阻产生焦耳热,使物质自身的温度迅速上升,高频加热可以利用这种温度将胶固化达到提升发盖
效果验证分析
1. 未经高频固化的效果分析
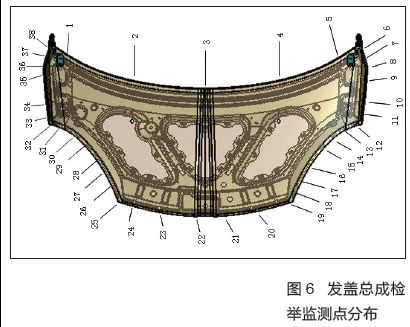
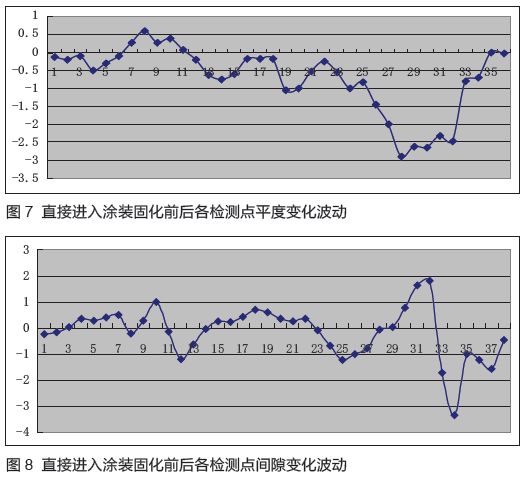
结合以上分析,对焊装调整合格的发盖与涂装后的发盖,在检具上的状态进行数据对比(测量5台份取平均值,检测点详见图6),结果发盖的自身状态发生较大的变化(见图7),同时间隙也随之发生较大的变化(见图8),主要影响发盖与大灯、翼子板和前保险杠的匹配状态。
2. 高频固化后的效果分析
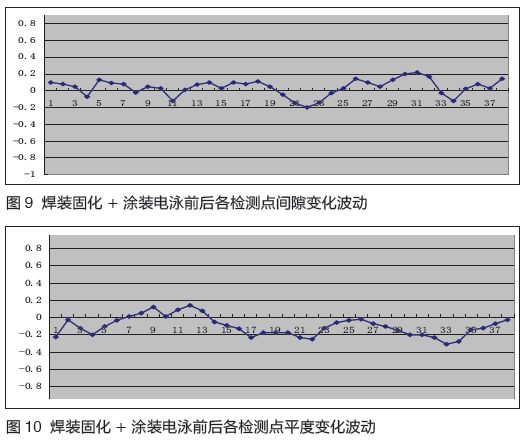
采用上述方法,在焊装用固化后的发盖进行装车,经过涂装后对在检具上的状态进行数据对比,可以明显看出发盖总成经涂装电泳后,各检测点变化值没有明显的变化,解决了经过涂装的过程影响(见图9、图10)。
由以上对比可见,在车身焊装阶段对包边后的发盖总成进行高频固化效果十分显著,具有很强的应用性。
结语
通过上述分析,高频固化加热系统对焊装发盖总成的固化影响十分显著,试验结果使焊装发盖总成强度大幅提高,可以解决发盖总成窜动的问题,且固化效率高(固化时间10 s),能满足批量生产的需求。同时,在对四门两盖的其他部件的应用试验中也取得良好效果。因此,这种高频固化的方式满足最初的设计需求,能够解决车身制造过程中四门两盖包边后容易发生窜动的问题。
在国外,高频加热在汽车制造中的运用已有一定的经验积累,但国内汽车工业仅有几家大型的汽车厂在使用。如何实现国产化,并积累出特有的参数特性,以提升国产车的外观匹配效果,对高频固化展开研究具有重要意义。通过验证,我们采用的此项技术已成功攻关,通过对国内夹具供应商与高频加热供应商的集成,不仅价格便宜(不到进口设备的20%),而且性能也很稳定,已在奇瑞汽车的制造过程中得到推广应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖