发动机缸盖关键工艺及柔性化加工研究
伴随着国内外主机厂的技术不断突破,传统加工方式不断创新,比如导管座圈底孔加工,其加工工艺优化、刀具材料优化及工艺排布优化等;另外导管座圈带压力位移技术等也较传统压装工艺有了质的飞跃;导管座圈精加工有较大发展,其采用自动线专机、车削和锪面工艺应用,还有逐步采用加工中心加工等都是国内外比较先进的技术;紧接着就是线体防磕碰理念,对精加工面与半精加工面进行工艺方面的防碰会大大减小线体返工返修时间及料废率;最后就是线体的整体设计方面,目前的设计理念不仅要考虑本机型加工特点,同时需满足企业的战略需求,具备生产其他机型的柔性化能力。
导管座圈及其底孔加工工艺
导管座圈及其底孔的加工是发动机缸盖上最为重要的部位之一,其加工质量将直接决定发动机整体性能。
1.导管座圈底孔加工
导管座圈底孔加工精度一般包括导管底孔的位置度和圆柱度,另外还有导管底孔与座圈底孔的同轴度。行业要求位置度一般为φ0.1~0.2 mm,其加工精度受刀具、夹具及机床稳定性等影响;同轴度一般为0.03 mm左右,其加工精度主要受刀具影响,同轴度的加工质量将直接影响后续导管座圈压装质量及导管座圈精加工,同时精加工后的座圈底孔也是通过同轴度来保证。由于导管座圈底孔精度数量级比较高,故目前行业比较先进的加工工艺分为粗加工和精加工两部分。粗加工主要是进行进排气喉口的刀校及开粗等内容。粗加工通常使用一把成形刀具,以此完成喉口刀校、座圈粗加工及锪导管底孔下平面加工,加工量较大,一般采用超硬材料的刀具。精加工主要是加工进排气导管底孔和精铰进排气导管底孔及座圈底孔,精铰导管底孔及座圈底孔是复合在一把刀具上,这种加工方式能最大限度地保证两孔同轴度,加工刀具材料一般采用整体PCD铰刀来保证加工精度。导管座圈底孔加工均采用底面+底面两销孔的精定位来保证加工精度,如图1所示。
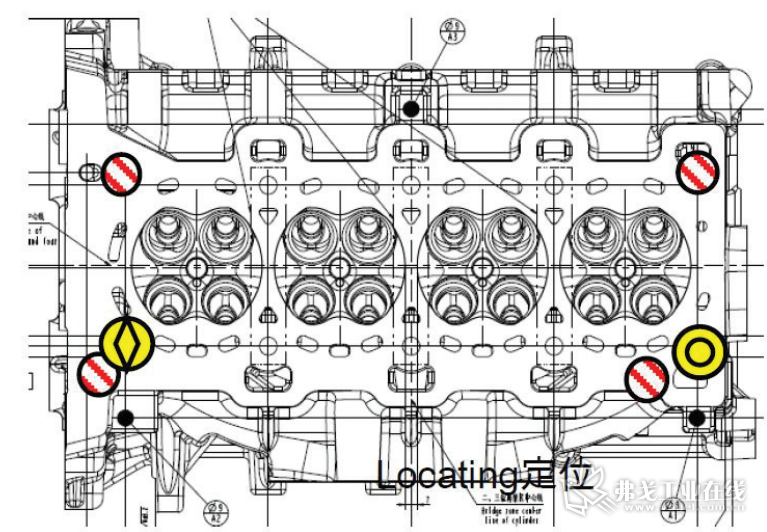
图1 导管座圈底孔加工定位
2.导管座圈压装
导管座圈压装一直是国内压装机领域的一大难点,压装一致性、压装质量、压装过程不可控及机床故障率等一直困扰着压装机厂家。随着压装技术不断发展,现在各主机厂基本实现了从手工压装→半自动压装→自动压装的转变,压装质量也越来越接近国际水平。
导管座圈压装主要考虑三个方面:①压装过程如何保证压装质量;②压装节拍;③压装过程如何呈现及后续追溯问题。目前国内各大主机厂无论是采用国内压装机还是国外进口压装机,都不可避免地会出现压装质量问题,如切边、划伤等,目前行业普遍从压装结构、压头形式和伺服系统等方面着手。我们在工作过程中经常会出现许多划伤问题,经过讨论分析,从压头形式(图2)、压前喷油润滑、压力调节及座圈材质等方式进行调整,尤其是注意压头形式及座圈材质,有的座圈前端有修磨,此种座圈压装质量效果较好,压头形式设计的合理,可保证压装稳定性与一致性。
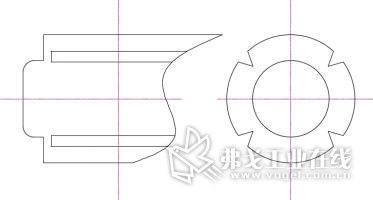
图2 导管座圈压头形式
3.导管座圈加工
(1)导管座圈加工概述
导管座圈加工是发动机缸盖至关重要的部分之一,导管座圈加工质量直接决定发动机性能。目前发动机行业导管座圈的加工方式有很多,加工刀具形式也有很多形式,加工工艺也不尽相同。
发动机缸盖导管座圈加工精度尺寸主要包括导管孔位置度和圆柱度、阀座的环带角度、环带宽度、环带表面粗糙度、环带中心至底面距离及环带相对导管孔跳动等。导管座圈整体加工质量主要受刀具及夹具影响。目前行业中导管座圈加工主要采用专机自动线加工和加工中心加工。对于专机自动线加工,其主要是通过专用镗头一次定位加工完成,加工流程是工件随输送装置至夹具体,装夹完成后主轴箱Z向进给,刀具三次切削完成加工。专机自动线加工特点根据刀具及加工工艺设计,Z向有三个轴,为z轴、u轴和v轴,滑台z轴负责Z向快速进给,刀具到达坐标系R点,慢速进给锪平面,刀具寸退一小段距离后,u轴负责车刀进给加工环带部分,最后v轴负责枪铰刀进给加工导管孔,如图3所示。
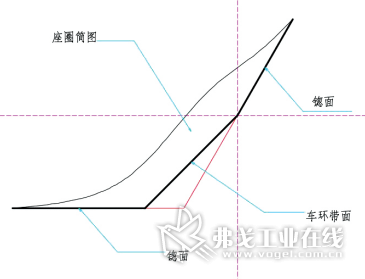
图3 导管座圈专机加工
随着刀具形式不断发展及机床性能的提高,导管座圈加工不仅仅局限在专机线中实现,国外很多机床厂越来越多地放在加工中心上加工。一般加工中心相对于专机加工精度、稳定性有所降低,但机床柔性化有所增加。使用加工中心加工导管座圈主要分为粗加工和精加工,粗加工和精加工均采用一体成形刀具加工,粗加工主要可减少座圈加工余量、预钻导管引导孔及修正导管孔后续切削余量,精加工主要可精铰导管座圈孔,完成加工,如图4所示。
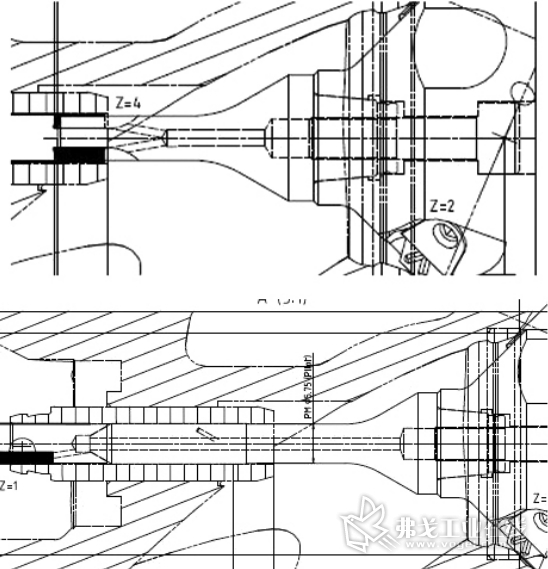
图4 导管座圈 MC 加工
(2)专机自动线加工分析
专机自动线加工导管座圈是目前大多数主机厂的选择,它主要具有加工稳定性好、加工精度高和加工经济性高等特点,但专机设备在调试过程中问题比较多,主要集中在加工导管座圈的刀具——专用镗头上。以下将根据我们在这方面的经验对调试过程中的问题进行分析,并分享解决过程。
1)问题一:环带角度加工不稳定且不合格 一般主机厂环带角度公差在±0.25°左右,检测方式为轮廓度仪,有些主机厂也使用三坐标检测,验收要求一般只需要满足100%公差控制要求或者控制在80%公差线内。针对此问题,我们分析了三点原因:①加工环带角度的车刀切削时,遇到了座圈余量最大点,而且每个孔的座圈最大余量不一致,从而导致刀具在进给过程中出现让刀现象,如图5所示;②工件座圈的材质对刀具切削具有一定影响;③刀具设计及刀具加工路径设计,有些刀具设计需要进行推车,有些刀具设计需要拉车,而且刀片的设计也会影响刀具的切削参数;④检侧仪器误差,检测设备精度等级是否满足要求,对标同行业检测方式,是否对检测设备进行专项的MSA分析。针对这四点原因,我们增加了每刃进给来加大切削力,减小让刀量;对座圈材质厂家进行沟通交流;最后与刀具厂家进行技术交流,根据刀片设计特点,改变刀具进给方向等措施;对检测设备进行MSA分析,最终解决了环带角度不稳定且不合格的问题。其实在分析问题中,也可改变刀体结构、设计仿形加工等方式进行解决问题,但是会耗费很多时间。
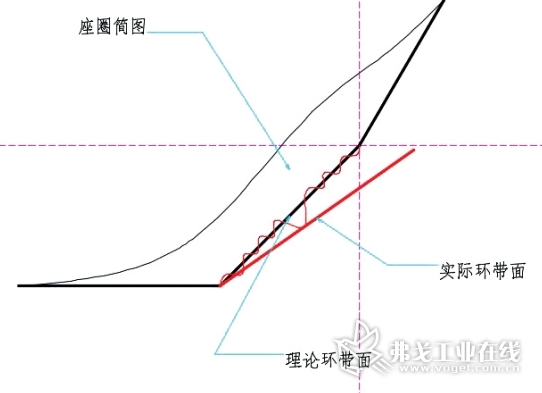
图5 座圈加工让刀现象
2)问题二:环带跳动超差问题 环带跳动公差一般为0.03 mm左右,其基准是相对于导管孔而言,这个尺寸关系到与气门配合时严密度等重要特性。主机厂验收标准一般控制在80%公差线内,检测方式也为在线专用检具,如图6所示。环带跳动主要是保证刀具在正常环带加工完成后保持不动,v轴带动枪铰刀加工导管孔,故座圈环带相对于导管孔的跳动是不可调的,它涉及到环带加工质量与导管孔加工质量;对于出现跳动超差问题,我们可以从刀具方面进行分析,比如车刀块磨损导致环带表面粗糙度差、枪铰刀磨损或者老化导致导管孔圆柱度或圆度不佳等,在保证正常刀具寿命的情况下,当跳动超差或者跳动度偏大的话,可以更换新刀具进行解决。
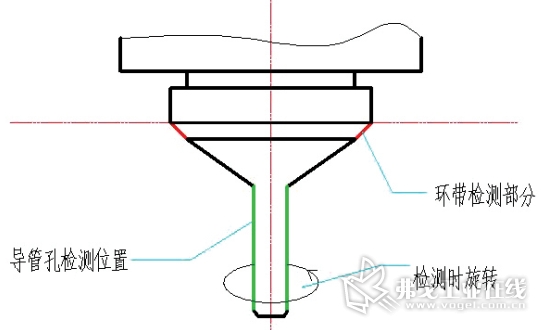
图6 导管座圈跳动检测
3)问题三:环带宽度未达到设备能力要求 环带宽度一般指缸盖座圈与气门密封面,环带宽度的加工精度直接影响发动机燃烧、寿命等重要特性;发动机缸盖上环带宽度一般在1~3 mm,上下偏差为±0.1 mm,由于其宽度较窄,一般在线三坐标或者线下三坐标无法检测,目前行业中普遍使用轮廓度仪进行检测。由于环带宽度是发动机缸盖中最为重要的特性尺寸,故主机厂验收标准也较高:Cpk≥1.33。环带宽度一般是可调的,它与刀具的锪刀和环带车刀是有联系的,当环带宽度偏小时,可以调大角度的锪刀至刀体原点距离,当环带宽度偏小时,可以调小角度的锪刀至刀体原点距离,如图7所示。当环带宽度Cpk不达标时,需要分析每个孔环带宽度的Cp值为多少,若Cp>2,则环带宽度是可调的,可以按照上述调整方法调整后再次验证Cpk;若CP<2,则可以判定此时加工过程不稳定,就要从刀具本身来分析问题,比如车刀块设计、加工表面粗糙度等方面。
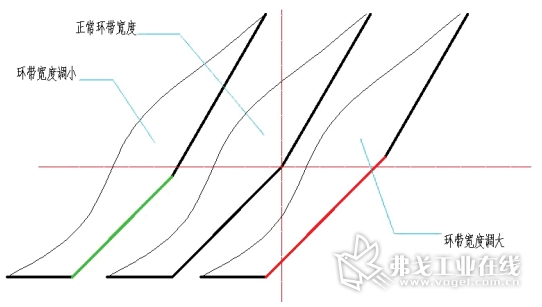
图7 座圈环带宽度调节
(3)加工中心加工分析
加工中心加工导管座圈根据机型环带特点进行选择,当机型座圈环带结构比较简单或者没有锪面等加工内容时,主机厂就倾向于选择用加工中心去加工。加工中心加工方式比较简单,四把刀加工(进排气各两把,均为复合刀具,刀片材料为硬质合金):第一把刀加工导管孔引导孔及去除一部分环带余量,导管孔引导孔直径略小于成品尺寸,主要起到定心作用;第二把刀直接将环带及导管孔加工至成品尺寸。加工中心加工精度也是刀具保证,另外机床柔性化更高,加工经济性高。
线体防磕碰工艺研究
随着发动机制造产业不断发展,减少排放、汽车轻量化成为主流,所以缸盖、缸体材料的选用越来越倾向于质量较轻的铝材,而且铝合金材料性能满足发动机使用要求,相对于铸铁件更便于切削加工。但是铝合金材料硬度低,且工件表面加工要求比较高,故成品或者半成品在运输、加工等过程中容易划伤已加工完成的表面。对于划伤表面的工件需要进行大量的返工返修作业,浪费很多人力和物力。对于划伤较严重的工件只能申请料废,造成不必要的损失。下面我们根据工作经验分享发动机缸盖制造过程中防磕碰问题分析及解决办法。
1. 工件侧面及顶面磕碰划伤问题
现在主机厂在进行工艺排布时,工件侧面及顶面精加工一般在前道工序就已经加工完成,而工件距离成品下线还有很远的辊道需要输送,这样就会导致工件在运输过程中精加工表面产生磕碰和划伤,由于发动机缸盖侧面及顶面需要安装不同的零件或者需要密封等,故产品及质量部门不允许精加工面存在磕碰或者划伤等质量问题。对于侧面及顶面磕碰问题,我们主要从两个方面分析:①磕碰及划伤问题的来源是因为工件在运输过程中与辊道接触,对于此种现象,一般在易磕碰工件侧表面的辊道上包裹一层尼龙或者软材料,这样可以起到缓解磕碰的现象;②磕碰及划伤的本质根源是因为工件精加工工序排在比较靠前的工序,针对此种情况,可以对比较重要的表面精加工进行移序处理,或者将精加工转为半精加工,这样可以有效地减少磕碰及划伤现象,如图8所示。
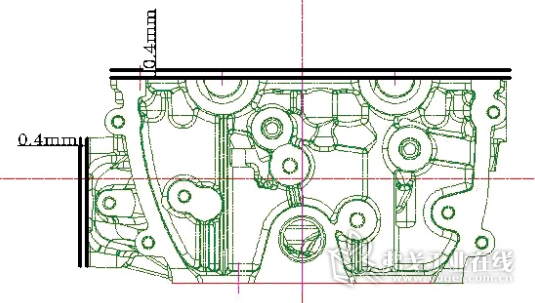
图8 精加工留余量加工示意
2. 工件底面划伤问题
目前发动机缸盖底面是发动机最为重要的一个表面,它需要跟缸体进行结合,而且燃烧室也需要它和缸体顶面进行密封,所以缸盖底面工艺排布一直是比较成熟的工艺。缸盖底面精度一般要求0.05 mm的平面度、0.07 mm的平行度及波纹度等形状公差,精度公差等级相对严格。缸盖底面一般分两道工序加工完成,即粗铣和精铣。由于精铣后还要经过清洗、压装及试漏等,所以底面也不可避免地出现划伤等问题。对于此种问题,主要从两个方面进行解决:①在底面精加工之后将工件放在工艺托盘上运输,这样可以解决精铣后的底面被直接划伤的问题,但这种方式容易造成托盘的损耗及人员操作繁琐的问题;②我们从设计的角度出发,将工件底面精铣时两边留出1~2 mm的余量,如图9所示,使精铣后的平面在辊道运输时与辊道分离开,相当于“骑”着辊道输送,这种方式可从根本上将工件与辊道隔离,有效地解决底面划伤问题。
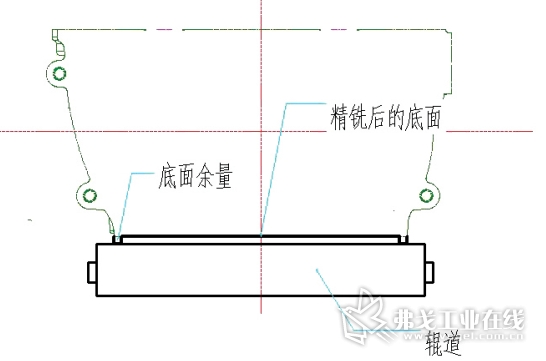
图9 工件“骑行” 输送
目前发动机设计不断更新,如何能使不同机型或者机型的迭代产品都能在一条生产线上生产,这就需要主机厂在建线初期认真思考线体柔性化的设计理念。线体柔性化设计主要体现在试漏机、压装机(图10)及清洗机等辅机设备上,目前行业在建线初期尽量采购含机器人的设备,而且需要有多夹具的设计理念。
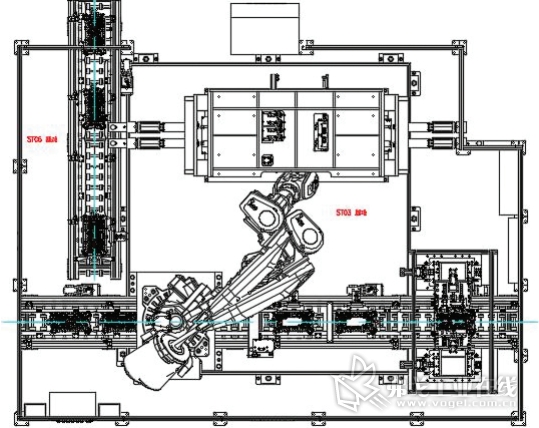
图10 先进的柔性压装机
结语
本文主要从工艺角度分析了发动机制造行业中的相关问题,主要包括缸盖导管座圈加工等关键工艺、工件输送过程防磕碰问题研究及线体柔性化设计研究。缸盖导管座圈加工工艺是基于设备安装调试以及正常生产阶段的问题进行展开,结合理论与实际来阐述观点;防磕碰研究以及线体柔性化设计理念是基于设计生产线进行展开,它主要根据机型特点、多机型共线及前后工序相关联等理念进行设计,从而研究出线体防磕碰及柔性化等工艺措施。汽车不断发展,发动机制造业也飞速前进,越来越先进的工艺技术需要各界同行的不懈努力,最终提升制造
水平!












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖