双金属高效复合铣削刀具的设计与应用
在发动机制造中,正确的工件结构、良好的表面粗糙度以及零件没有划伤、毛刺,都是重要的质量控制目标。对于大批量生产的高性价比零件来说,要面对这些越来越高的挑战,就需要开发出可靠、高效的刀具,特别是用于双金属材料加工的刀具。
双金属材料是指将其他较软的合金材料环绕(或混合)在较硬的材料周围,在发动机制造中通常是指灰铸铁与铝合金两种材料。这种制造工艺既可以弥补软材料硬度不足的弱点,提高发动机整体运行的稳定性,又可以适当地降低硬材料的加工难度。因此,双金属材料在汽车工业的应用越来越广泛,但也带来了特殊的加工难题。硬质合金刀片虽可以切削50HRC左右的硬质材料,但其在高速铣削硬材料中磨损快,寿命偏低。CBN刀片可以高效切削硬度大于50HRC的硬合金,但在切削双金属材料中的软合金时却可能发生碎裂。为了实现双金属材料的高效加工,需要制定切削方案与加工程序,满足双金属材料的不同属性要求。
双金属加工中的难题
在某款1.5 L发动机缸体的双金属面为机油泵安装面(TC-B面),铝合金部分在缸体上,灰铸铁部分在曲轴孔轴瓦盖上,为直径约为φ14 mm的凸台,如图1所示。为保证零部件的装配精度,该铣削面要求粗糙度误差Rz6.3 mm,平面度误差0.06 mm,垂直度误差0.1/100 mm。轴瓦盖在后半段精加工工序装配到缸体上并进行曲轴孔镗孔,完成镗孔后在下一工序进行双金属面的一次成形精加工,减少夹具、机床等系统误差对平面度误差、垂直度误差等的影响。
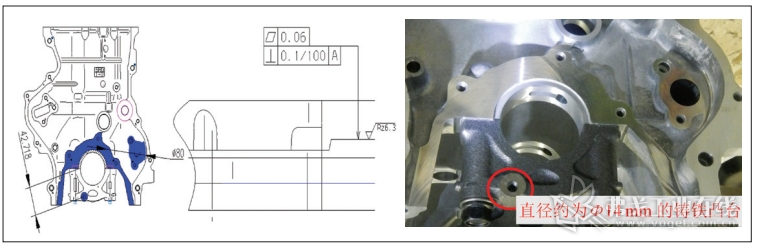
图1 某1.5 L发动机双金属加工位置
考虑到双金属面加工的品质与成本控制因素,结合过往缸体—缸盖双金属面的加工实例,一般采用CBN刀片或硬质合金刀片加工双金属材料。CBN刀具在加工塑性大的铝合金时,容易产生积屑瘤,使已加工表面质量恶化,出现较深的刀痕,在实际应用过程中质量不稳定。换刀频次较高,寿命基本在300~600台之间。同时CBN刀具成本高、重磨困难,难以体现其硬度优势,逐渐被淘汰出双金属加工领域。
相反,硬质合金刀具虽然没有CBN刀具硬度高,但其能够兼容铝合金、铸铁两种材料。加上涂层技术的应用,硬质合金刀具表面变得光滑、坚硬,加工更加稳定。因此,经过多次试验,使用了住友的波刃方肩铣方案,采用AXET170504PEFR-S DL1000刀片。该款刀具利用DLC涂层(极光涂层),在硬质合金表面形成光滑坚硬的无氢层,摩擦系数小,耐粘结性能好,适合用于高速、高效加工铝合金等产品。该款刀具投入使用后,寿命波动变小,可稳定保证在500~600台左右。但是,在高速铣削中硬质合金加工灰铸铁磨损快、易崩损的弱点还是存在,刀具磨损后铝合金部分常出现毛刺,影响品质,换刀频繁问题犹存。同时,在该工序中,其他工艺均是加工铝合金,刀具寿命普遍在10 000~20 000台,使用者迫切希望对铣削刀具进行改善。
复合型铣刀的设计与运用
从图1可以看出,本次双金属面加工不同于传统缸体—缸盖结合面加工。后者铸铁部分完全被铝合金包拢,铝合金、铸铁会被同时切削。而前者铸铁部分孤立出来,与铝合金部分处于分离状态,成为一个单独小凸台,在切削加工中有充分的空间不碰到铝合金部分而单独进行加工。根据这一特点,可以设计一款复合铣刀,选用PCD与CBN刀具分别加工铝合金与铸铁,即CBN刀具加工铸铁而不碰到铝合金部分,PCD刀具加工铝合金而不碰到铸铁部分,从而最大限度地发挥两种刀具材料的特性。
按照上述思路,对零件图进行分析。该安装面的工艺主要是保证平面度误差0.06 mm与垂直度误差0.1/100 mm的要求。要实现铸铁与铝合金部分分开加工,需要两者间存在段差来保证刀具不干涉加工。考虑到机床的移动精度,结合平面度误差的要求,段差控制在0.02 mm左右。下面以0.02 mm段差为例来分析段差对双金属面垂直度误差的影响:铸铁凸台中心距离铝合金部分最近距离为42.718 mm,加工后双金属面的垂直度误差为:(0.02/42.718)×100=0.047 mm,仍满足垂直度误差0.1/100 mm的要求。因此,0.02 mm的段差是允许的。
工艺可行性论证后,从加工效率、走刀路径等角度对刀具设计进行细化分析。考虑到图1中缸体右侧铝合金面φ80 mm轮廓要求,铣刀直径需要保证在φ80 mm内。为保证节拍,提高切削效率,选用了φ80 mm的铣刀。铸铁凸台在中间,要实现双金属分开加工,首先要加工铸铁位置。凸台直径为φ14 mm,刀具设计时需要预留出大于14 mm的避空空间进行走刀。如图2所示,中心位置空出φ18.95 mm,使铣削铸铁凸台位置时有足够的空间走刀。φ18.95 mm圆外位置采用4颗CBN刀片,构成内周刃铣刀,用于加工铸铁;φ80 mm外周刃则采用了4颗PCD刀片,用于加工铝合金。完成设计后,对加工铸铁凸台路径进行了分析,铣刀在走刀过程没有干涉,可以进行切削加工。
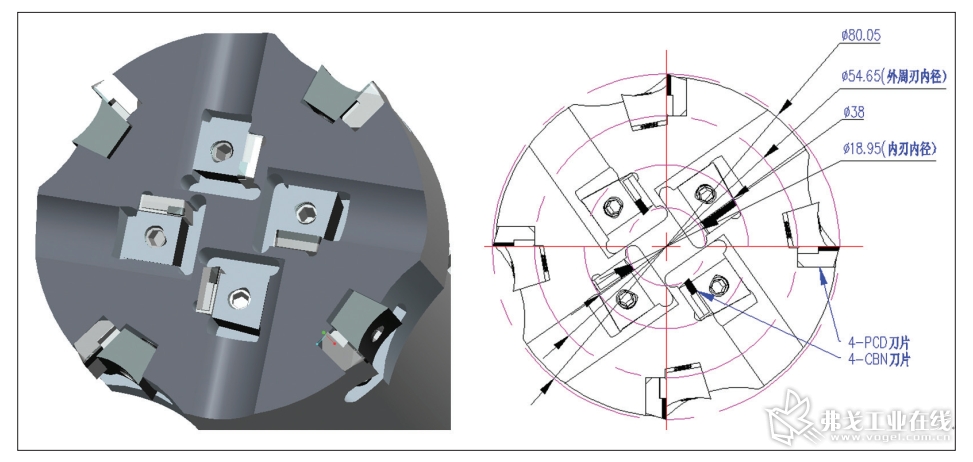
图2 刀具方案
为保证0.02 mm段差,刀具预调时,保证内周刃CBN刀片低于外周刃PCD刀片0.3-0.015-0.025mm,完成轴瓦盖铸铁加工后,机床Z轴首先轴向移动0.3 mm,随后X轴、Y轴联动完成铝合金部分加工。依靠刀具调对与程序补偿,成功保证了铸铁完成面与铝合金完成面留有0.02 mm的段差,避免了双金属材料的同时铣削,充分发挥了CBN切削铸铁、PCD切削铝合金的优势。对比采用硬质合金同时切削双金属的方案(S=1 500 r/min,F=1 575 mm/min),该复合铣刀方案使切削效率得到大幅优化(S=5 000 r/min、F=3 200 mm/min),切削时间节省4.8 s。同时,刀具加工寿命得到大幅提升,寿命由原来的
500~600台提升至10 000台,刀具更换频次明显降低。
结束语
双金属包含两种不同属性的软硬金属材料,其加工一直是困扰发动机加工领域的难题之一。本文主要通过分析双金属面的工艺特点,在满足平面度误差、垂直度误差的要求下,引入了复合铣削的加工方案,将CBN与PCD两种刀具材料组合在一把铣刀上,通过刀具的避空设计以及走刀路径优化,实现双金属的分开加工,极大地改善了刀具加工寿命与品质。同时,也为双金属加工开辟了一条复合加工的思路,对今后双金属加工改善方案有积极的借鉴作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖