白车身顶盖激光深熔焊的应用分析
激光深熔焊是一种现代的焊接方法。激光深熔焊以其独特的优势在现代的汽车制造产业中得到了广泛应用,激光深熔焊形成的焊缝均匀、光滑,焊接质量比传统焊接方法高,且质量稳定。本文结合顶盖激光深熔焊工业化项目实例,详细介绍了白车身顶盖激光深熔焊的工业应用,为汽车制造产业领域提供了技术经验和探讨空间。
激光深熔焊工艺
激光深熔焊是利用激光光束作为热源,激光光束透过透镜聚焦后射在金属母材表面上,金属母材被光束能量加热,融化形成高温液态金属,紧接着母材溶液汽化,形成反冲压力排开金属溶液形成小孔,而小孔的形成一定程度上增加了母材金属与激光束的相互接触面积,继而增大了母材金属对激光束能量的吸收率,从而增大了焊接能量的传导,母材的熔深增加。在小孔稳定形成之前,激光束与母材金属相互作用时产生的反冲压力大于熔池静压力及表面张力等因素之和;当激光热源撤走时,认为反冲压力为零,在熔池静压力和表面张力作用下熔池回填小孔,凝固形成焊缝。由于母材本身会被激光严重熔蚀,因此要想获得良好的焊接质量必须要保证合适的激光焊接参数。
激光深熔焊有很多技术优势:焊接速度快、噪声小;可焊接特殊或复杂结构的工件;对工件局部进行加热,并且可以精确调节和控制激光焊接功率,工件不易产生热损伤,热影响区小,保证了焊接质量的稳定,焊接后可能需要简单处理或无需处理;激光头可自动调节焦距加热,熔化带宽,当参数和工件稳定时,有极少量飞溅,焊缝外观质量良好;通过焊缝跟踪系统即Seam Tracker软件可以使激光束方便地寻找到焊缝,因而可以与机器人方便的合作;激光束易于控制和传输,不需要经常更换焊枪,生产效率高;易于实现自动化,并能够有效地控制光束强度和精细定位。
综合以上优势,激光深熔焊得到了许多制造企业的青睐,但是激光深熔焊也有技术局限性。激光深熔焊是以激光束作为热源,而激光束经过透镜聚焦后光斑尺寸非常小,产生的焊缝较窄,如果工件的装配精度或光束的定位精度达不到要求,就很容易造成焊接缺陷;激光源、激光头及其相关系统的成本也较高,一次性投资相对比较大;激光深熔焊技术涉及到光学、焊接、自动化系统工程等专业技术,因此焊接技术复杂,技术难度大,使得激光深熔焊系统调试的难度较大,且系统设备需要专业维护,若核心设备故障停机或损坏后其修复难度大,便无形中增加了工业成本;此外激光属于不可见光,危险性比较大,防护等级高,工业化中需要制造企业投入特殊的安全防护设施。
激光深熔焊设备
图1为顶盖激光深熔焊的工艺系统,该系统已经通过专业验证、批量工业化及技术改进,此激光深熔焊已成为成熟的工业化体系和技术标准,并已在很多项目中使用。
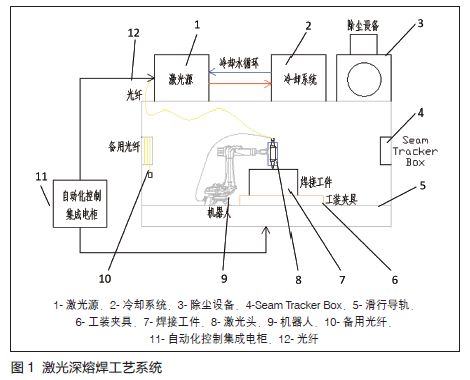
系统设备及功能如下:
激光源:通过特定的方式来激励激光活性介质(如CO2和其他混合气体、YAG钇铝石榴石晶体等),使其在谐振腔中往复振荡, 从而形成受激辐射光束,常用的激光发生器品牌有Trumpf、Laserline和IPG。
光纤:光纤是光导纤维的简写,是一种由玻璃或塑料制成的纤维,可作为光传导工具,负责传输激光源发出的激光束到激光头(为保证企业生产的正常运行,一般情况下需要有1条备用光纤,图1中设备10为备用光纤)。
激光焊接头:激光源产生的激光经过激光头聚焦、校准等处理以后,可以变成具备一定加工性能的能量光束。常用的激光头有Permanova、Scansonic和Highyag。
机器人系统:可以对机器人轨迹进行编程,给出适当电气信号,调整激光焊接参数。常用的机器人品牌有ABB、FANUC和KUKA。
独立焊接工作间:在焊接过程中,从激光焊接头出来的激光光束功率高、能量大,会对人体造成很大伤害,所以独立焊接工作间是封闭的。
自动化控制电柜:主要负责各种电气信号的处理,控制协调激光头、机器人和激光源的信号交换。
工装夹具:保证工件的装配尺寸和焊缝位置的重复精度。
抽风系统:焊接时如果车身件有镀锌层,高温气化时会产生烟雾和有害气体,因此有必要安装抽风系统排除工作间的烟雾和有毒气体。
系统设备使用率:节拍,顶盖激光深熔焊的焊接速度为100 mm/s,开光点与关光点各需耗损33 mm/s,以2 000 mm左右焊缝长度为标准,纯激光焊接时间大约需要20 s;能耗,主要能耗产生在激光源上,光电效率约30%,光源工作时间22 s。可通过光闸来实现增加光源分时功能,从而提高激光源的使用率。
顶盖成形工装:该工装是在顶盖的前后侧各焊接若干个焊点,一般在顶盖前侧焊接2个焊点,顶盖后侧焊接2~4个焊点来确定顶盖相对于车身的位置,此时焊接质量较稳定。
成形机:成熟的车身成形机构可以使底板、侧围、横梁、后隔板、后围板拼接成形,既完成了白车身壳体主体框架,也完成了车身主体尺寸的控制。激光深熔焊的特点决定其对工件装配的间隙有严格的要求和比较高的敏感度,成形机的主要功能是能够有效保证白车身的几何尺寸,并由此确保侧围与顶盖间隙的可调性和可控性。
Seam Tracker软件:Seam Tracker 是一款焊缝跟踪系统软件,可以在焊接过程中实时地跟踪查找焊缝的位置,提高了激光深熔焊的工艺性能,下文将具体介绍这款焊缝跟踪软件。
激光深熔焊相关软件
Seam Tracker 是一款焊缝跟踪软件,它利用一个摄像机观察焊接过程,每秒采集100帧的录像。这款软件可以通过机器人来控制,并且可以通过Profibus和Interbus进行信息交流,机器人在焊接过程中也将接收诊断信息,这款软件可以记录焊接过程中参数变化量的值,但是每次只记录焊接过程最后30 s的变化量,最后保存为AVI文件。
在机器人编程和校验轨迹的时候,Seam Tracker软件可以提供给用户极大的帮助,用户可以通过观察实时录像来控制轨迹点的位置、高度、翻转角和旋转角。
图2是软件焊接过程界面,操作者可以通过此界面观察深熔焊焊接过程,并同时可以观察焊接质量的好坏。此外,还可以看到保护镜片的污染程度和温度以及焊接过程中压轮的压力和焊接参数的波动范围。
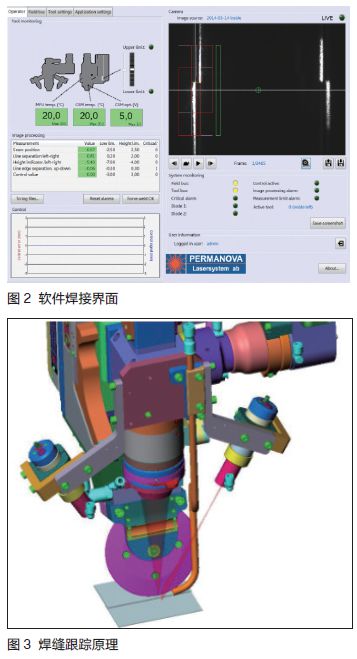
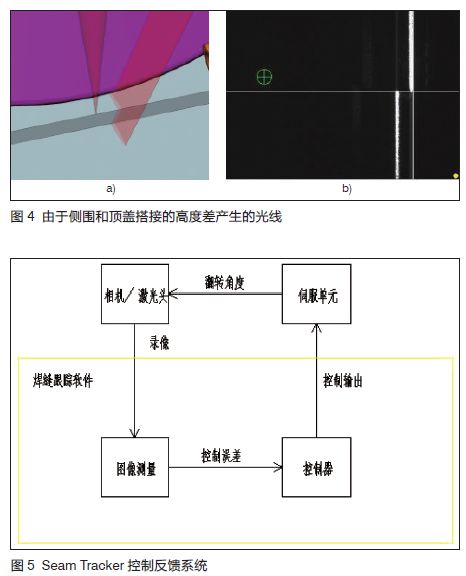
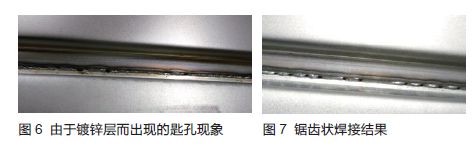
图3介绍了Seam Tracker软件的焊缝跟踪原理,一束激光以30°~45°角度照在两个工件中间的搭接线上。由于板材和装配之间缝隙的高度,光束被分割成两部分(见图4b),通过图像处理计算机发送给伺服单元,然后激光头通过轴的旋转进行焊缝跟踪。
Seam Tracker可以被看作是一个控制反馈闭环系统,如图5所示。由激光头上照相机进行录像,焊缝跟踪软件进行图像测量,控制误差的大小,并将误差传输给控制器,控制器接收误差,控制输出量的大小,并将输出传输给伺服单元,伺服单元作用于激光头,使其翻转一定角度,照相机进行拍照记录轨迹,然后进行图像测量,形成闭环控制系统。
顶盖激光深熔焊的质量控制
1. 镀锌层顶盖焊缝一侧与侧围的夹角最好是9°角,因为锌会在温度急剧升高时发生汽化现象,锌蒸气如果没有空间逃离出去,会在焊缝形成匙孔,如图6所示,影响焊缝整体质量。如果顶盖带有9°角,这样锌蒸汽就可逃离焊缝,在合适的焊接参数下,焊接质量良好。
2.光斑直径的选取应与焊缝宽度相匹配。
3.激光头压轮压力应合适,过大容易压塌顶盖的9°角,过小则焊接结果容易变成锯齿状,如图7所示。顶盖在压轮压力的作用下会有一个应力的增加,从焊接起始段到焊接结束端,因此激光头压轮的压力也应逐渐增加,一般从0.11 MPa开始,每10 cm增加0.1 MPa,依次递增。
4.顶盖与侧围的匹配精度应在一定的范围内,不应倾斜过多,否则不利于焊缝跟踪软件查找焊缝。
5.激光功率应合适,过大会在焊缝表面出现匙孔,过小则有可能发生顶盖与侧围焊接不牢现象。
6.激光头在焊接过程中,焊接光束应时刻保持与焊缝垂直的状态,易于焊缝跟踪软件查找焊缝。
7.激光头焊接速度应合适。过大会出现焊接不牢固的现象,过小则会发生焊接时进行切割现象。
8.在激光焊接之前,应进行预焊接检验,即检测Seam Tracker软件的状态。若预焊接过程,焊接跟踪软件系统没有报警和报错,即可进行激光深熔焊接工作。
9.在预焊接工作过程中,应适当减小激光头压轮压力,以免过大的压力对车顶盖与侧围的9°角造成破坏,影响激光焊接质量。
10.在预焊接工作过程,应根据焊缝形态适当改变机器人轨迹,以减小焊缝形态的变化对焊接质量的影响。
11.在进行白车身激光深熔焊之前,先对试片进行焊接(试片与木材的材料一致),以便调试出一套合理的焊接参数。
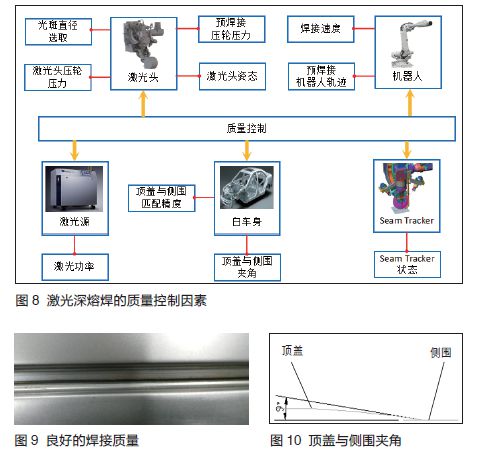
图8介绍了激光深熔焊的质量控制因素,合理调试这些质量控制因素,可以保证激光深熔焊的焊接质量,良好的焊接质量如图9所示。
车身件设计工艺要求车身件顶盖尤为重要,一般认为车顶盖是车身外覆盖件成形性最好的,实际不然,因为车型等级的高低其成形性难度随之以10倍级增加,其质量优劣首先要看顶盖这张整曲面的刚度、强度及其表面质量(有无暗坑、划伤、滚线和冲击线等),并要满足产品设计要求。
顶盖的材料厚度一般为0.6~1 mm,0.7 mm左右最好,毛皮外形尺寸(1 900~1 800) mm(1 200~1 400)mm,一般梯形料最好。
在车顶盖的整个工艺设计过程中始终围绕着满足曲面来设计,使曲面具有足够的强度、刚度及表面质量,曲面中央变薄率最小2.5%、最大4%以上。
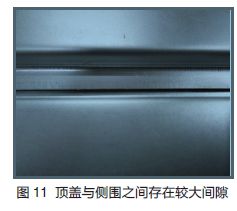
顶盖与侧围外板贴合处要求有一定的角度,这里以9°角为标准,如图10所示,这样焊接过程中的锌蒸汽就不会影响到焊接质量,保证了良好、美观的焊接质量。顶盖上与侧围外板贴合处位置要求±0.5 mm,面轮廓度要求0.6 mm,不可有明显凸凹。如果顶盖与侧围达不到良好匹配,即顶盖与侧围之间存有一定间隙,如图11所示,此时进行激光深熔焊就会对焊缝质量产生影响,焊接结果容易呈现锯齿状。
此外,若顶盖放置位置相对于标准位置发生了倾斜,即焊缝位置与标准焊缝位置发生了差异,则有可能会影响机器人原始轨迹,若此时按照机器人原始轨迹来进行焊接,则焊缝跟踪软件有可能捕捉不到焊缝或捕捉到错误的焊缝,导致激光焊接焊偏,或者焊缝跟踪软件报错。
结语
本文通过对白车身顶盖深熔焊所做的应用研究,详细探讨了激光深熔焊的工艺、设备、软件、质量控制以及车身件设计工艺要求,为中国汽车产业合理利用激光深熔焊技术做了铺垫,可以极大限度地提高国产汽车的激光焊接质量,并且降低生产成本,提高生产效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖