铝合金缸盖生产中的表面损伤及控制措施
基于汽车轻量化的需求,发动机缸体、缸盖已广泛采用铝合金材质。在实际生产过程中,缸盖表面损伤现象在国内许多企业生产中都普遍存在,且较难彻底消除,是缸盖生产质量的一个“顽疾”。而缸盖表面质量对发动机气密性、动力、稳定性和耐久性等关键指标起着十分重要的作用,因此,长期以来,如何保证缸盖表面在生产输送过程中的质量,一直是发动机生产企业的一个重点课题。
汽车和发动机技术飞速发展,国内发动机生产线同样与时俱进,目前常见的输送方式主要有滚动传输式、机械手输运式、工装板传输式和综合传输式运动方式等。其中滚动传输式输送方式因造价低、输送稳定而被发动机生产企业所广泛采用,本文即围绕滚动传输式生产线展开,重点探讨生产输送过程中如何保证缸盖表面质量。
缸盖表面损伤问题亟待改善
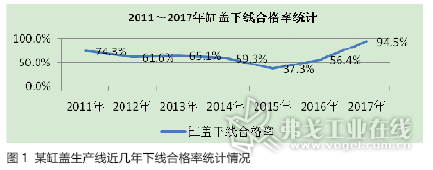
某汽车企业发动机缸盖生产线自2011年投产到2016年,缸盖与缸体接合面一次下线合格率情况非常糟糕。通过图1的统计数据可看出,最初新生产线投产时,产品一次下线合格率为70%~80%,之后开展过多次滚道、工装打磨和调整设备措施,有短期改善效果,但随着生产线加工年限的累加,缸盖表面损伤情况日益复杂并多元化,成为该缸盖生产线多年实际生产中一直无法彻底根除的难题。
主要的几种损伤类型
各生产企业对于缸盖表面损伤定义及分类各不相同,经过我们团队长期对缸盖输送损伤的分析与研究,我们将主要损伤类型做了三类划分:划伤、压伤和麻点,便于后期工作开展和集中攻关。
1.划伤
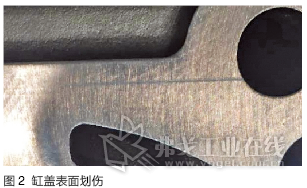
划伤主要产生于零件在自动或手动输送过程中与输送装置之间的相互摩擦。这种类型的损伤类型呈线性,损伤重复性较明显(见图2),主要是缸盖与滚道滚子摩擦的区域,一般损伤深度较浅,易手工返修。
2.压伤
压伤属于缸盖损伤类型中情况最复杂的情况,其产生具有偶然性、无规律性,重复性不明显,损伤深度深浅均会发生。缸盖的压伤主要有两种:铝屑压伤、设备压伤(包含输送装置)。
(1)铝屑压伤
成品缸盖由缸盖铝合金毛坯、粉末冶金气门座圈及导管、铝合金凸轮轴盖、钢球及铝合金水套丝堵组成。其中涉及切屑压伤的有:缸盖铝合金毛坯、铝合金凸轮轴盖、粉末冶金导管及座圈。产生的切屑主要是铝合金切屑(铝屑)和粉末冶金颗粒(麻点)。为了更好地解决问题,我们将铝屑、麻点进行分类处理。这里特别说明一下,在前6年的问题解决中,未将铝屑与麻点进行区分,当做一类切屑进行处理,排查问题中情况混杂,压伤位置分布涉及整个缸盖接合面且含有铝屑与麻点,让团队问题分析工作量剧增,问题分析进展缓慢,旧的问题未解决,新的问题又接踵而至。所以,将麻点问题单独归类为缸盖损伤的第三种情况单独进行攻关,能有效地提升问题解决效率。铝屑导致的压伤表现如图3所示。

(2)设备压伤
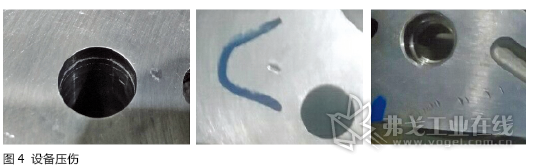
缸盖生产线由加工中心、清洗机、拧紧机、打标、试漏机、输送滚道和输送装置组成。根据我们团队多年经验教训积累,我们发现设备压伤主要产生于加工中心销孔的装夹、定位销的磕碰以及辅机的输送落座过程等。设备的压伤产生无规律性,重复性较明显、损伤深度较深,不易于手工返修,工件报废率高。设备压伤的损伤形式主要表现如图4所示。
3.麻点
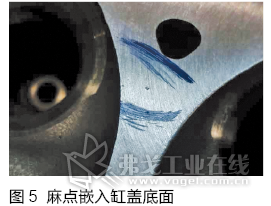
麻点作为损伤类型的第三种单独归类,有利于问题根源的调查与分析。麻点与铝屑的共同点均是加工中心刀具与零件切削过程中产生的切屑,不同点是切屑的材质不同。麻点与铝屑的区分,最简单的方式是磁铁判定法。粉末冶金材质主要成分是铁,能有效被磁铁吸附,而铝合金则不会被磁铁吸附。严格标准的判定需使用金属金相分析。从加工工艺方面分析,该生产线导管、座圈加工由中间工序的两台加工中心完成,该加工中心的排屑主要为粉末冶金,含少量的缸盖铝合金切屑。麻点产生的零件损伤形式表现如图5所示。
表面损伤控制措施
1. 工艺分析
该缸盖生产线的加工工序为:工序05打标→工序10~50十台加工中心粗加工→工序60预清洗→工序70中间试漏→工序80压装气门导管、座圈→工序90~130十台加工中心半精加工→工序140中间清洗→工序150安装凸轮轴盖→工序160两台加工中心→工序170最终清洗→工序180最终试漏→工序190目视检测下线。
从缸盖底面精加工工艺分析,工序90是缸盖底面精加工,在工序90之前缸盖底面损伤不需要考虑,所以我们首先将损伤范围缩小至工序90~190之间。
从缸盖输送姿态分析,缸盖在工序90~140前翻转台之前,顶面(缸盖凸轮轴盖安装面)朝下,经过工序140前翻转台后将缸盖姿态转换为底面朝下。
2.底面区域划分
以往对缸盖整个底面损伤进行分析,损伤缺陷数太多,不利于开展问题排查,针对性较弱。针对该缸盖生产线输送方式,我们将水平轴根据滚道滚子接触缸盖底面情况分为三部分,垂直轴根据该四缸发动机缸盖表面分为5个部分,总共划分为15个区域,具体如图6所示。
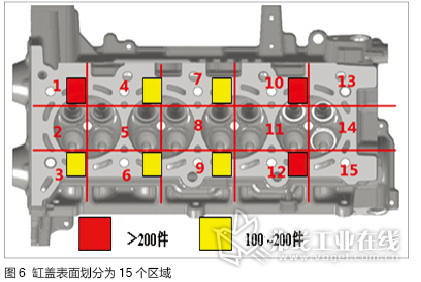
缸盖底面分布如何设置,需要根据生产线工作实际情况进行定义,没有固定标准,目的是为了让缸盖底面区域化,从而快速锁定排查具体位置,让损伤分析细致到位。团队通过1 400件缸盖底面损伤数据统计结果(图7),相比较而言,图7中1、10和12区域损伤点数最多,均大于200件。针对这三块损伤重灾区,团队可开展快速攻关,能有效地遏制问题的加深,适用于生产任务较重时的损伤快速降低处理,但无法从根本上消除问题的根源。

3.控制方法
(1)系统排除法
系统排除法是指缸盖底面从精加工后流经的所有位置逐一进行排除,从精加工缸盖底面工序到缸盖下线工序共有设备:5台加工中心、2台清洗机、1台拧紧机、1台试漏机、1个翻转台和8个旋转台。涉及主要损伤点涉及部件:滚道滚子676根、定位销90个,还有定位/支撑面112个。如此多的排查点,需要较长的时间来验证,问题处理过程需循序渐进地开展,排查对生产过程会造成一定停线损失。
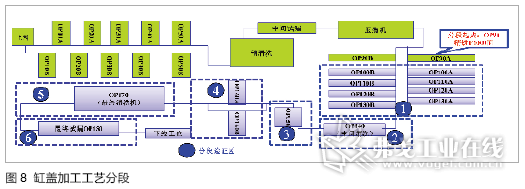
使用50件无损伤缸盖分别对如图8所示的6个分部段进行跑线统计,通过统计结果可看出,6个分段均有底面损伤,但主要集中在段4、段5和段6,系统排除法只能反映该生产线损伤的总体分布情况,给团队初期问题攻关提供方向。
(2)分段排除法
分段排除法是指将缸盖底面精加工(工序90)到缸盖目视检查下线(工序190)拆分为6个区间段。
通过对6个分段单独进行排查,能有效区分重叠性损伤。同时结合批量验证、透明胶包裹验证和单台设备验证,可快速而准确地锁定损伤底面位置。每段验证的合格标准为连续50件底面无损伤。
排除的方法本着能分析清楚问题根源即可。在该生产线问题解决过程中,我们采用单台设备验证方法,每台设备采用“1+5”模式验证底面无损伤。
(3)底面损伤验证方法
加工中心涉及的底面损伤表现有工件不到位夹紧时销孔挤伤、销孔磕伤以及定位面粘铝屑压伤,具体如图9所示。此类问题的控制措施主要有:调整限位块限位位置,确保限位精度;更换弹簧销弹簧,采用相对原来弹力较小的弹簧代替;优化操作指导书,对操作人员重新培训,确保零件到位;冲洗水道孔铝屑程序,零件加工完成后对零件进行冲洗,消除残留铝屑;对工装进行切割,使工装呈镂空状态增加排屑口,消除铝屑堆积情况;对操作人员进行培训,每小时冲洗工装定位面1次。

清洗机、试漏机等辅机涉及的底面损伤主要表现有传输定位面水平精度差压伤、工件落座铝屑压伤和定位销翻边挤伤。此类问题的控制措施为:采用校准板对辅机进行定位校准,确保达到精度要求;对定位面进行打磨,定位面安装胶垫;对工件落座表面进行打磨清洁、更换新定位销并调试接触面至水平。
滚道验证的方法是用透明胶对产生损伤区间滚道进行包裹,然后一次拆一根滚子包裹透明胶,逐一跟踪验证。每拆开一根滚子上的透明胶验证台量不定。损伤分偶然性与连续性,连续性的可按照5台量进行验证,偶然性损伤验证量需要根据损伤产生概率进行定义,一般控制为连续30台不产生损伤继续往后验证。此类问题的控制措施为:打磨生锈滚轮表面后验证无损伤或更换新滚子,定期按每月1次检查滚子生锈情况及定期保养滚子;优化滚道运行程序,工件到位后立即停止转动,挡料器位置前移,防止滚子损伤工件底面。
(3)麻点抑制方法
在麻点颗粒产生的工序100至工序110后使用刮屑板装置,清除滚子上的杂质颗粒(图10)。
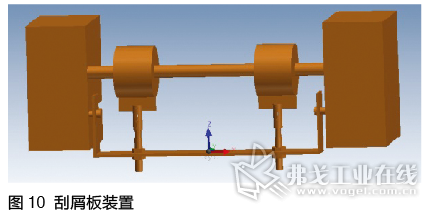
通过此装置能有效使麻点混杂着的切削液在重力引导向下流入滚道接液盘,从根源上杜绝麻点颗粒导致后工序的损伤。另一方面,编制加工中心工序100至工序110的冲洗程序,加工中心使用刀具加工气门导管、座圈后,用刀具内冷孔喷射的冷却液冲洗工件。
结语
缸盖底面损伤问题看似简单,但却是国内外缸盖输送式滚道生产线中的一个难题。滚道输送式生产线由于成本造价低,被广泛运用于发动机生产企业,产品在输送过程中不可避免产生摩擦及磕碰导致面损伤,这是无法从根本上杜绝的问题。本文通过总结该生产线的问题攻关与经验累积,形成了一套特有的问题控制方法,能有效提升缸盖下线合格率,希望对采用滚道输送式生产线的业界同行有所帮助。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖